
Focus on Throughput Empowers People and Machines
Lessons learned in robot-tending coordinate measuring machines (CMMs) translate well to a self-correcting multi-tasking machining process.

Share












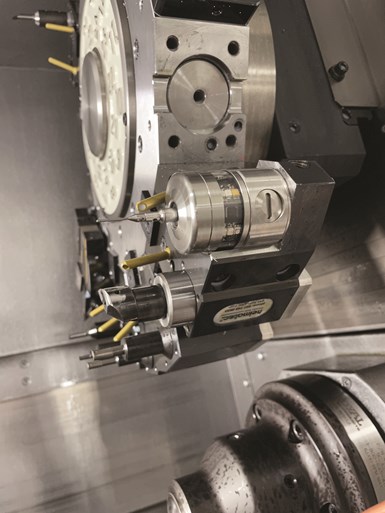
At Lowell Inc., on-machine probes make powerful automation tools. Photos by Peter Zelinksi.
Stocked with an array of multi-spindle, multi-axis and otherwise multifunctional metalcutting equipment, Lowell Inc. is worth a visit for anyone interested in machining medical devices. Given the breadth and depth of the technology on the shop floor, any visitor will likely also be surprised to learn that more than half of the company’s revenue and nearly half of its parts come from just six of 60 total machine tools. How is this possible? “We’ve taken as much human input out of the process as possible,” says Jim Stertz, who managed this group of machines until his recent retirement.
Instead, manufacturing is driven by probes and programming, Stertz explains. Each machine has two turret-mounted Renishaw probes, one for the main spindle and one for the subspindle. These probes are used extensively, routinely interrupting the cut to feed data back to the CNC for automatic, in-process corrections. Even at volumes of 400 to 1,200 parts per month, a longer cycle time is a small price to pay for preventing scrap and reducing the downstream burden on quality control, he says. Throughput comes first.



Thanks to a resulting 80% decrease in labor hours per part, three associates generally can keep all six machines running 24/7 without spending much more than a single shift on-site, Stertz says. Automation can be just as useful during less busy periods, he adds, because flexing production schedules with demand is easier with fewer people.
This Minneapolis medical manufacturer’s homegrown automation is notable in that it covers not only the physical motion of the measurement, but also the decision-making that follows it. In fact, Lowell’s example suggests that this might be the more powerful form of automation. It might also be cheaper. In this case, the custom HMI that enables remote monitoring and even control of the process was built on little more than the pre-existing machine network and off-the-shelf, relatively inexpensive components.
This is not to suggest implementation was easy. However, the team had the advantage of past experience, particularly from an earlier automation project in the quality control department. By the time feedback loops began to take shape, lessons about the primacy of throughput (even at the expense of idle time) had already been learned. Just as importantly, the earlier project had already proved the worth of focusing not just on reducing labor, but also creating opportunities to empower people.
A Quality-First Mindset
The first automation project began in 2008, when Stertz managed the quality assurance department. The shop had just added a second CMM to complement its existing machine, and it had built a 450-square-foot, climate-controlled laboratory to house both.
The new machine ran flawlessly. Months of work had been devoted to programming optimizations, such as enabling the CMM to scan a part and automatically load the programmed measuring routine. However, personnel could not load and unload parts fast enough to keep up with the machines. The CMMs often sat motionless, much to the frustration of customers and in-house machinists waiting for inspection results.

Jim Stertz, who retired earlier this year, transitioned to the shop floor after automation success in the quality control department. The Motoman HP20 robot arm now tends three CMMs (a Brown & Sharpe Global S CMM, a Brown & Sharpe Global Advantage, and a Leitz PMM-C 700 from Hexagon Manufacturing Intelligence).
Conceiving and configuring the system that would unlock the CMMs’ full capacity took 18 additional months of work, largely by Stertz and current department manager Brad Traczyk. Today, Traczyk oversees essentially the same process, in which parts are pre-staged on pallets and assigned a numbered priority. This number determines how a six-axis robot loads pallets into a second storage rack for eventual transfer to one of three CMMs on a first-in, first-out basis. Staging work on a Friday for unattended, weekend-long inspection runs during busy periods can often push weekly run rates to 150 hours or more.

The process around the robot was developed entirely in-house, from gating to programming to the standardized fixturing and two staging racks, one of which is visible here.
Stertz says this automation is critical today for the same reason it was in 2008: customers continue to require additional precision and additional proof of precision. Implants for the heart and spine are generally complex, tiny, and produced in high volumes from expensive materials like titanium and cobalt chrome. Whether in the CMM room or on the shop floor, in-process measurements are common to prevent the direct cost of scrap as well as the various part-flow clogs that an undiscovered defect might create downstream. Robots, pallets and an easy means of dynamically prioritizing work help manage final inspections and the work of keeping machines from producing non-conforming parts in the first place.
Throughput Trumps Cycle Time
Stertz recognized ample opportunity to replicate his automation success out on the shop floor with one job in particular: an assembly for a heart implant consisting of 12 high-volume part numbers. Repeat production of this manageable number of parts would lend more than enough predictability to justify optimizing a process around this work, he reasoned. Already among the company’s most important contracts, the job also promised expanding volumes and regular design iterations — if the company could keep up without compromising stringent quality standards.

A view of the workzone of Lowell’s new Tsugami SS327-5AX, which adds laser cutting to a Swiss-type lathe’s already varied capability.
An efficient machining process has helped, particularly when buoyed by continued investment in new technology. For example, the newest of the six machines that process the heart implant assembly is a Tsugami SS327-5AX Swiss-type lathe. In addition to five axes, multiple functionalities and guide-bushing-enforced cutting stability, the machine features an integrated laser cutting head that is ideal for parts too sensitive for the pressure of a cutting tool.
This display updates in near-real-time as probe readings are measured against user-defined thresholds.
However, Stertz sees on-machine probing as the most powerful capability of all six of the multitasking machines. The value of on-machine probing is not in reducing cutting time, but for reducing the metric that matters: labor cost per part (which, as mentioned above, has declined 80%). Every critical feature is probed. Depending on where the reading falls within user-defined thresholds, feeding the data back to the CNC triggers one of three actions: keep cutting; stop the spindle and send a push notification; or adjust the tool offset to compensate for a feature drifting too close to the edge of the tolerance band (whether due to tool wear or drift in the spindle or turret).
This process-correcting probing can add minutes to cycle times in which seconds matter, at least in terms of the output of any one machine. This is okay for the same reason that it was okay to purchase a robot for the quality control department, only to let that robot sit idle during lengthy inspection routines: overall throughput matters most.
In that respect, both automation projects provided the same benefit. Stertz attributes smoother workflows to greater confidence in part quality; fewer CMM inspections on fewer part features; and less sorting, rework, and scrap. Perhaps more significantly, both automation systems freed people to perform higher-value tasks.
The Real Winners
Lowell’s commitment to on-machine probing is extreme. Tighter tolerances (some ranging to +/- 0.00005”) might inspire “phantom” cuts: passes taken after an offset adjustment that shave no more material than the amount of the offset. The system probes again and, potentially, refines the offset to reduce the likelihood of pushing a part feature out of conformance limits. Without the automation — that is, by relying entirely on hand tools and manual data entry — an employee would have to “inspect the correct feature at the right time, and then make a decision of what to do, and then make the correct offset in the correct place in the offset page of the machine control,” Stertz says.
Not everyone can do this. Those who can likely have better things to do — namely, writing programs for the machines. The case was similar for the robot, which freed quality control personnel to write programs for the CMMs. The robot may sit idle for a large proportion of the time, but that’s the point. It does not get tired; it does not make mistakes; and it is “always there, ready whenever it is needed,” Stertz says. “It allows more associates to tend the process effectively. There are fewer decisions to make.”
Empowering people isn’t just the result of automation. It is also the genesis of automation.
Lowell’s custom HMI also helps people make the most of their time. Entirely homegrown, this interface provides statistical process control (SPC) charts and other displays that can be accessed from a mobile phone. Asked why Lowell developed its own system for remote monitoring and alerts, Stertz cites an additional feature in particular that developers generally shy away from: remote control, which has proven particularly useful in cases when spindles stop due to a false alarm. For example, a machine stopped due to an alarm condition might require only a simple chip blow-off and cycle restart. Once verified with the aid of the Google Nest camera system in the machine workzone, such an issue can be remedied (and the cycle restarted) remotely to prevent a costly delay.
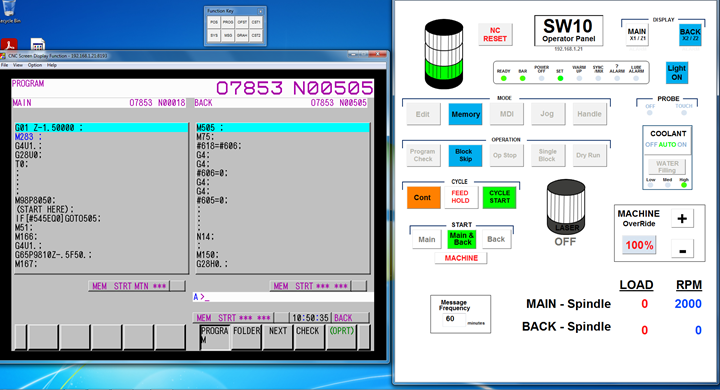
A custom interface provides remote monitoring and control of the machine tools .
The system’s relative simplicity is also attractive, Stertz says. It runs on an edge device: a simple industrial computerthat links to each machine control directly through its IP address on the shop’s internal network. Pulling his phone from his shop coat, he reveals an operator panel with feed hold, rapid override and other controls; graphical depictions of probe results updated in near-real-time; and, of course, the camera feed and alarm/stop notifications. Smart devices can also access the machine program for editing, or for simply placing the cursor to restart the program.
Creating Opportunity
The idea of automation empowering people is not new, but Lowell’s story adds another layer. Success with automation is a testament to not only Stertz’s own skill and dedication, but that of the team he assembled to help, many of whom began working on the system as inexperienced hires from a local technical college. These employees made an outsized contribution, Stertz says. “They did all the work — we just gave them the opportunity.”
In other words, empowering people isn’t just the result of automation. It is also the genesis of automation. The systems in place at Lowell exist only because someone was not only willing to invest the time and funds, but also to listen to unconventional ideas. Creating opportunity for people to do their best work means freeing them from not only mundane tasks, but also from barriers to experimentation and learning, and even making mistakes. This is how people truly become free to develop feedback loops or other varieties of automation that can ensure a bright future for a business like Lowell Inc.








Related Content

Process Control — Leveraging Machine Shop Connectivity in Real Time
Renishaw Central, the company’s new end-to-end process control software, offers a new methodology for producing families of parts through actionable data.
Read More
Shop Quotes Smarter, Works Harder with Machine Monitoring
Temco first installed MT-LINKi to optimize quoting. Now, the software helps the shop optimize its machines — and machine purchases.
Read More
Give Job Shop Digitalization a Customer Focus
Implementing the integrated digital technologies and automation that enhance the customer's experience should be a priority for job shops and contract manufacturers.
Read More
Can Connecting ERP to Machine Tool Monitoring Address the Workforce Challenge?
It can if RFID tags are added. Here is how this startup sees a local Internet of Things aiding CNC machine shops.
Read MoreRead Next

Data-Driven Manufacturing Scales Down
An automatic gaging station demonstrates the potential of shopfloor connectivity at the level of the individual machine tool.
Read More
Probing Feedback Keeps CNC Machining On Track
CNC machine tools that operate like self-contained, automated smart factories can be an introduction or an addition to digital manufacturing workflows.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More