


Share













One of the ways in which Renishaw standardizes production operations is through uniformity of machining technologies, including this row of Mazak mutlitasking machines at its Miskin facility in South Wales. Photo Credit: Brent Donaldson, Modern Machine Shop
It’s hard to see a smoking gun in a smoke-filled room.
Beginning in the early 1990s, Renishaw, the UK-based supplier of metrology and production systems, began using its own production facilities in England and Wales as proving grounds for RAMTIC (Renishaw’s Automated Milling, Turning and Inspection Center), a machining system devised to gain process control over its own high-mix, low-volume manufacturing operations. Modern Machine Shop began writing about RAMTIC a quarter-century ago, and the RAMTIC system is still fundamental to Renishaw’s approach to shopfloor automation and process control.



But now, the company is launching a manufacturing connectivity and data platform that builds upon Renishaw’s highly connected shop floors and, like RAMTIC did in the 1990s, offers a new methodology for producing families of parts. Based on what I saw while touring both production facilities earlier this year, the new platform, called Renishaw Central, represents an important contribution to data-driven manufacturing and end-to-end process control.
Renishaw Central was born of the company’s success with diversifying its product portfolio into additive manufacturing and new areas of industrial metrology. Over the past decade, that success has pushed Renishaw’s production floors to their limit as demand for these products increased. While the company is expanding one of its locations to help meet this demand, increasing the efficiency of its square footage was equally important. To accomplish this, the company leveraged data from its already-connected shopfloor devices, including Equator gaging systems, machine tools, CMMs, tool setters, and machine tool probing systems.

Guy Brown, development manager of Renishaw Central, discusses the connectivity between the Central platform, the Equator gaging system, machine tools, and the real-time production data reports displayed onscreen. Photo Credit: Brent Donaldson, Modern Machine Shop
Together, these connected devices produce a massive volume of metrology, quality, and machine utilization data. But until the recent implementation of Renishaw Central, that data was stored and analyzed in separate departments, by different teams, on different platforms. Before Central, when a problem arose in production, the issue was often addressed first by shopfloor personnel who held exclusive insights into machine-specific processes. If Renishaw was to increase the efficiency of its shop floor, it needed real-time, data-driven process control. In other words, it needed a way to transform its connected data into actionable information.
Data, Information, Action
Renishaw Central is machine-agnostic process control software that, at its core, is a tool to build and maintain a digital-first architecture for shopfloor automation. The system is intended for shops who are far enough along in their own automation and digitalization journeys to support an IT infrastructure and realize Renishaw Central’s full advantage — end-to-end process control via multi-directional data flows between the software, connected shopfloor devices, and personnel who analyze and act upon information.
Context is important here. Even before its RAMTIC system, Renishaw has been connecting and collecting shopfloor data from its Miskin and Stonehouse factories for decades. The company even deployed a distributed numerical control (DNC) system in the 1990s that recorded measurement results and transferred part programs to CNCs. But unless and until a significant problem arose, that data essentially drifted in the ether, largely unexamined.
In the 2010s, Renishaw implemented a shop-wide machine monitoring system, and later in the decade launched its Intelligent Process Control (IPC) software that captures quality information from connected devices — most significantly its Equator gaging systems. These near-line gaging machines are programmed to measure part features and, when a measurement departs from the nominal value for a given feature — indicating tool wear — the IPC sends compensating tool offsets to the machine tool CNC. The IPC software is an optional feature for Renishaw Central customers, but it is heavily utilized at the company’s own production facilities. Equator gages are located all throughout the shop floors at the Miskin and Stonehouse sites, with one Equator gage connecting to as many as three machine tools.
Because shopfloor connectivity began here so long ago, Renishaw had the luxury of importing and interrogating years’ worth of historical data when it began its pilot program for Central. In addition to being machine agnostic, Central can interface via APIs with third-party tools. When the company began testing Central, it turned to Microsoft Power BI as its analysis tool of choice for aggregating data, building dashboards and creating custom reports of historical data, as well as real-time data from nearly 70 connected devices across the Miskin and Stonehouse facilities.
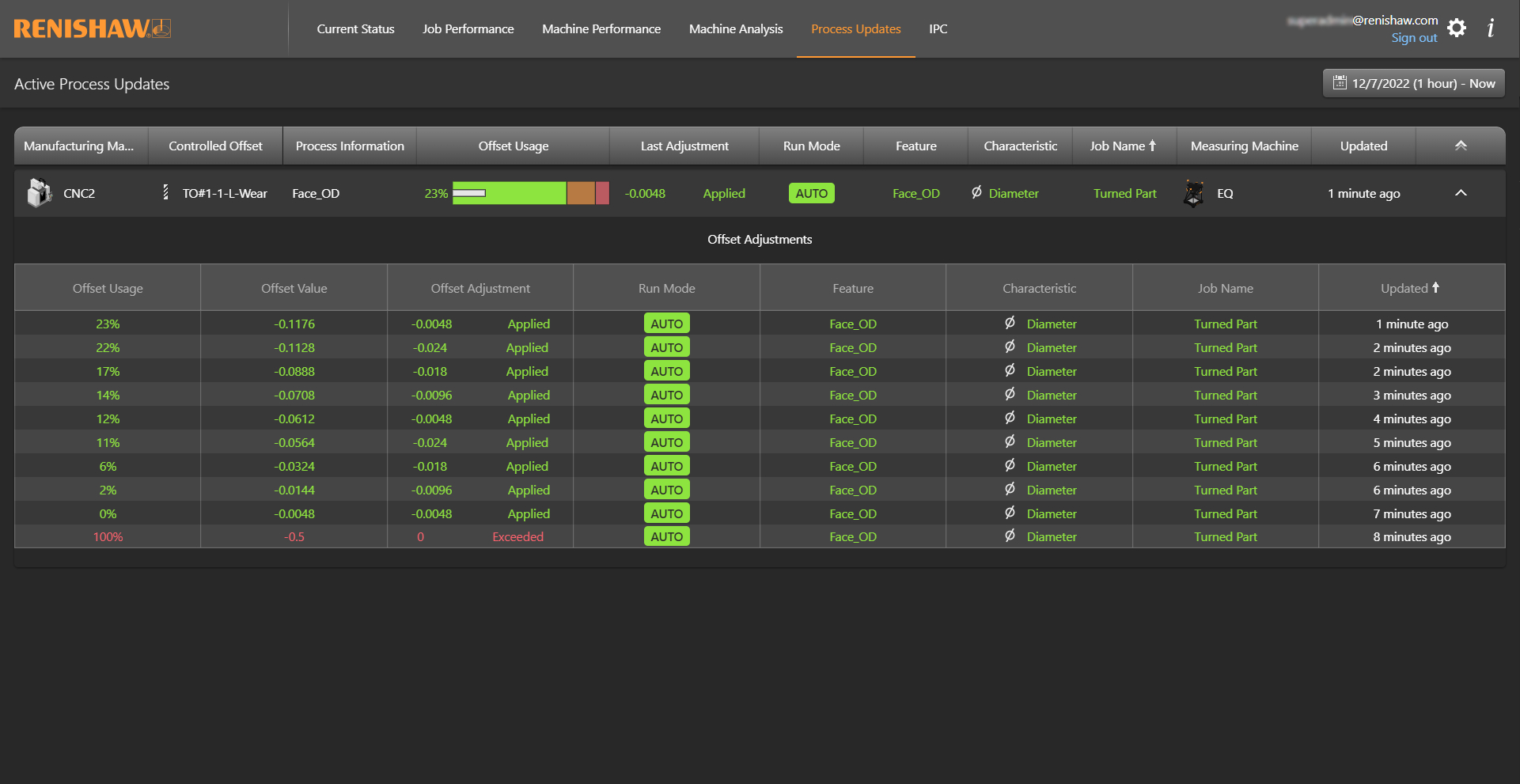
This dashboard tracks tool wear and shows the process updates Central sends to the machine CNC in response. Image courtesy of Renishaw.
“To be honest, it took us a couple of months to get the right people together in a room to agree on what approach we wanted to take,” says Guy Brown, development manager of Renishaw Central. “We had to convince everybody that the data had value that was worth action.”
When Renishaw implemented the Central pilot program in the early 2020s, Guy Brown and his team began focusing on areas of production they assumed would yield the most opportunity for improvement, such as tool settings and tool breakages. But the first production bottleneck they discovered was almost entirely unexpected. Almost.
Oh Look, It’s Groove Tools
Today, in a typical month, Renishaw processes about 4,000 individual work orders or batches and machines an estimated 1.2 million parts. The fact that unplanned machine tool stoppages exist within a company that produces this many parts is not surprising. But the Central data revealed an almost shocking number of machine tool and automation stoppages. Why?
Interestingly, while several people on the shop floor had clues to the answer, no one realized it was a systemic problem. From the perspective of each employee, the stoppages they dealt with were localized and easy to fix. Clear the chips, make an adjustment, or push the start button. The machines were up and running again quickly.
Searching for the root cause of the automation stoppages was like a game of whack-a-mole, Brown says. Were they a result of a specific tool carousel? A specific machine tool model? A specific job? “At first, we thought that a sensor on the machine must be malfunctioning,” Brown remembers. “We would chase one thing thinking it was a smoking gun.”
After several weeks of interrogating the data and talking through the issue with several production teams, the Central team identified three areas most responsible for the stoppages: swarf trapped under the carousel transfer arms; misalignment between the carousels and machine tools; and a third, mysterious issue related to stoppages taking place during tool loading. The first two issues were relatively easy fixes that resulted in modest success with decreasing unplanned stoppages. The third issue was not so simple.
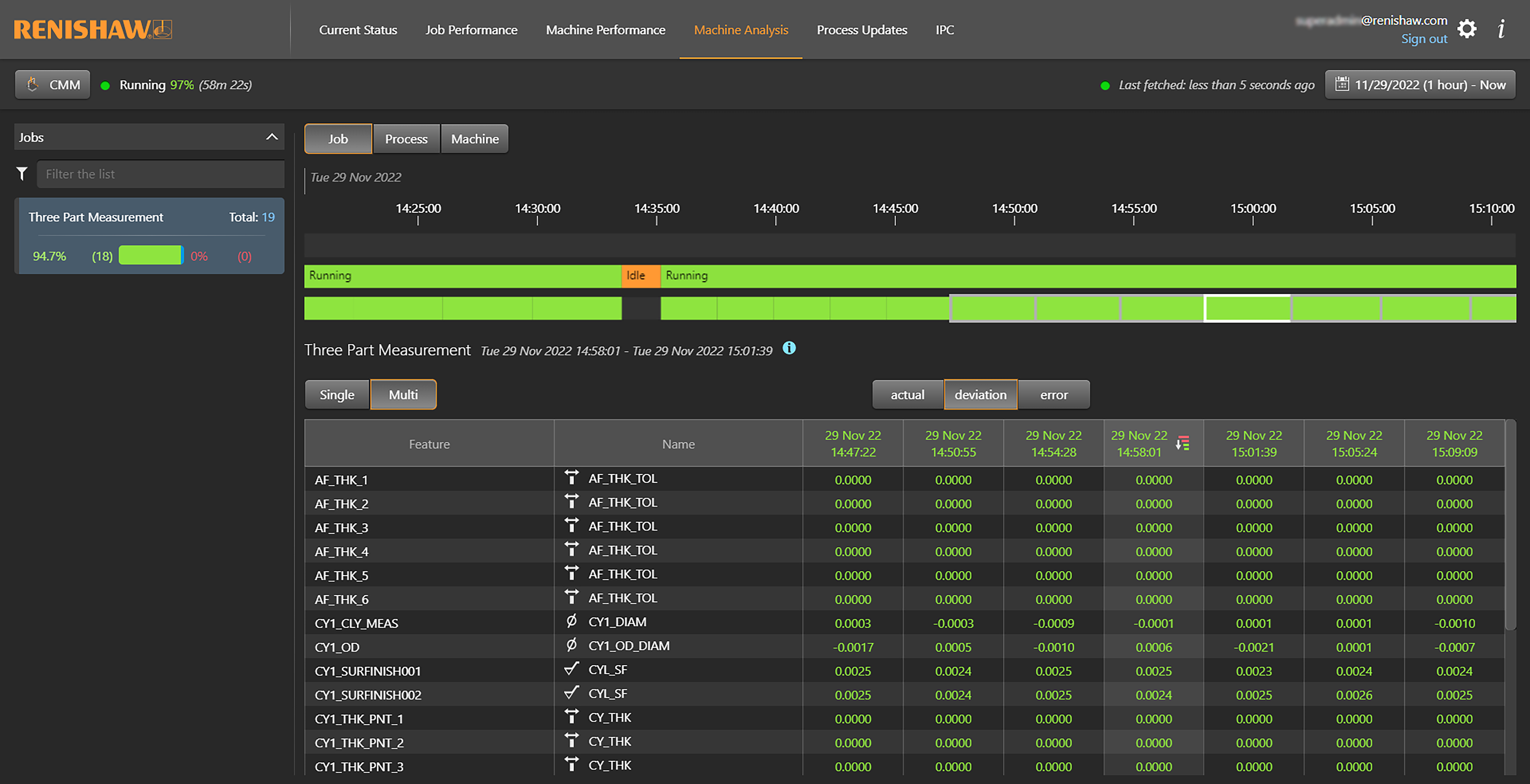
A Renishaw Central dashboard shows machine analysis by job over multiple instances. Image Credit: Renishaw
Brown's team began examining tool setting groups, segregating the stoppage data into three categories: stoppages by machine, by carousel and by job. “It was actually the by-job data that started to give it away,” he recalls. “We knew what program was having the most problems, but we didn’t know what tools we were dealing with. So by connecting to our tooling database, we were able to say, ‘Ah, the first stoppage was with a grooving tool. What's the next one down the list? That's a Horn milling shank. That's a groove tool. What's the next one? That's a groove tool. Oh look, it's groove tools.’ ”
Where the team was hoping to find a smoking gun, they found three. Working with the machine tool department to recalibrate the toolholders was the final piece to the puzzle. The company says that the error types identified through Renishaw Central were responsible for 82% of the machine tool stoppages across its production sites, and that as a result of remedial actions, automation stoppages were reduced by nearly 70%. Today, 69 machines are connected to Central across the Miskin and Stonehouse locations. The company says that its automation cells connected to Renishaw Central have a scrap rate of 0.22%.
The fact that it took deep analysis of data collected through Central to solve the stoppages problem — and that the problem wasn’t first identified by machine operators themselves — is not surprising. Again, the operators’ job is to keep the machines running. And because they were always there to press the start button, the machines were running most of the time.
“When you have a small field of view, it’s hard to appreciate the full scope,” says James Hartley, Renishaw’s Industrial Metrology Software marketing manager. “Our Stonehouse facility represents only one quarter of our machines. You don't realize that the same issues occur in our other factories and how that multiplies up to time loss overall.”
“The reality is a stoppage is a stoppage, which means it's a lost opportunity,” Brown says. “So we're using our own factory here as a testing ground for data and how to best use it and how to analyze it. The ability to analyze discrete metrology data and process data against control limits is something we've not been able to easily offer to our customers, and Renishaw Central has given us the platform to do that.”








Related Content

6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
Turning Fixed-Body Plug Gages Inside Out
Fixed-body mechanical plug gages provide fast, high-performance measurement for tight-tolerance holes.
Read More
Help Operators Understand Sizing Adjustments
Even when CNCs are equipped with automatic post-process gaging systems, there are always a few important adjustments that must be done manually. Don’t take operators understanding these adjustments for granted.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read MoreRead Next

Renishaw Practices the Pyramid it Preaches
Shops can get more of these pyramids using Renishaw’s pyramid.
Read More
RAMTIC System Still Ticking
When it first appeared in the early 1990s, RAMTIC (Renishaw’s Automated Milling, Turning and Inspection Center) pioneered the use of portable carrousels for palletized workpieces and the use of artifacts, or master components, by which a machine tool could check its own dimensional calibration. This innovative approach to process control is still highly effective as applied in the company’s most advanced machine shop, which opened in 2006. Carrousels and artifacts are very much a part of this new shop’s remarkable success.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More