
Making Sure MTConnect Is a Good Fit
An MTConnect-enabled machine monitoring system gives shopfloor managers information that is driving up utilization rates and improving workforce communication for this manufacturer of high-pressure aerospace fittings.

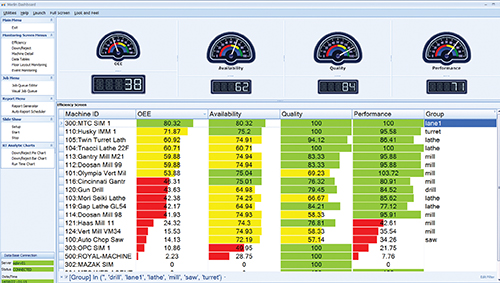
Like the instrumentation on the dashboard of a car, the dashboard display created by a shop monitoring system enables managers and shopfloor personnel to check machine utilization at a glance.

Ten of the shop’s lathes like this LT2000 EX from Okuma were the first to be connected to the monitoring system. Compliance with the MTConnect inter-operability standard streamlined this connection.

The MERLIN system from Memex Automation collects and analyzes data generated by CNC machines and organizes the results into reports that help managers make decisions about shopfloor activities. This event chart can be used by continuous improvement managers as a minute-by-minute snapshot of happenings at each machine.
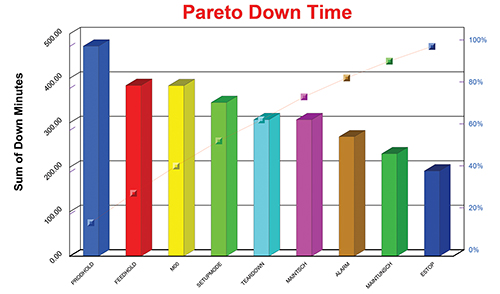
A database representing the history of machine performance can be analyzed for the causes of unwanted downtime. Managers can identify areas where downtime can be reduced or eliminated.
Share







Hwacheon Machinery America, Inc.
Featured Content
View More













Every machine shop’s story is different, and every shop’s story has lessons to be learned by other shops. This story is about a manufacturing company whose recent path included a successful implementation of a machine monitoring system. The inspiration for installing this system can be traced to the fortuitous discovery of MTConnect, the shopfloor interoperability standard that is growing in scope and importance for both suppliers and users of machine tools and other shopfloor equipment.
This shop’s path continues. The monitoring system is proving to be a critical stepping stone toward adopting the concept of data-driven manufacturing, which makes it possible for the shop to base its decisions on reliable data and the essential information it reveals to production managers. However, as compelling as this story is, it has to be told without the name of the shop or the names of those who played key roles there, given the climate of confidentiality and intense competitiveness prevailing in this sector of the aerospace industry.



The lessons and concepts this story has to offer are valuable, nonetheless, and too significant to let pass. For example, after discovering MTConnect, this shop started small with a manageable, modest implementation; consolidated early benefits and lessons learned; and then created a sustainable plan for continued investment that will yield more far-reaching improvements.
With OEE in Mind
The story starts with the shop’s overriding goal to boost its overall equipment effectiveness (OEE). OEE is a measure of how well a manufacturing operation is doing. The most common way to calculate OEE is to multiply machine availability, performance and quality, where each of these three factors represents a percentage of an ideal total or optimal level. For now, the company can calculate only availability. But this is a great start, because not long ago, its management was most concerned about its perception that the shop’s utilization rate was below what it could and should be.
Today, with an MTConnect-enabled machine monitoring system from Memex Automation (Burlington, Ontario) in place since September 2014, the shop is hitting 65 percent or higher utilization, which is up from 53 percent when the system was first installed. A plan is in place to improve utilization to 70 percent. The ultimate target is reaching the 85 percent utilization that is widely regarded as the level characteristic of world-class manufacturing organizations.
Of course, the shop wants to measure and improve its ratings for performance and quality, too. However, one year ago, boosting utilization was the priority, and at the time, managers had no reliable handle on this calculation. And that is where MTConnect comes into the story.
At the beginning of 2014, the company was home to more than 60 CNC machines. Although it has pursued a steady policy of aggressive new-product development while maintaining ample production capacity, introducing products and consistently filling orders on time were not the only reassurance management was looking for to be sure the company was on the right track. What was missing was shopfloor visibility and adequate productivity benchmarks.
Measuring (and improving) machine utilization became the focus of management attention. This one metric would help ensure that the company was adding machines only when needed and that, when needed, the right machine was being added. The company’s first response was to create a new manufacturing engineering position to concentrate primarily on improving utilization. This position was filled early in 2014.
It soon became clear that the shop needed the ability to monitor its shop floor. Initially, data on machining activity was collected the old-fashioned way, with a clipboard and a stopwatch. At best, this step yielded a quick snapshot of which machines were busy and which were not, and that helped identify a real utilization gap. But the effort wasn’t sustainable, and there was little time to digest the data to find improvements.
Interestingly, shop supervisors noticed that even the presence of someone with a clipboard on the shop floor produced a bump in overall machine uptime. This kind of attention hadn’t been given to the machining areas before, and operators were responding positively to the message that their efforts mattered. A way to monitor uptime and show the results automatically should, it seemed, maintain this momentum.
However, finding and implementing a system faced one huge difficulty: the variety of types and brands of machine tools in the shop, few of which shared a common format in which reportable data could be collected. Nevertheless, the search for a possible solution was on.
Finding the Path
Within a few weeks, the new manufacturing engineer happened to read about MTConnect in a trade magazine article about a machine monitoring system in place at Mazak in Florence, Kentucky. He immediately saw a parallel between this machine builder’s situation and the one at his shop, so he contacted Neil Desrosiers, Mazak’s MTConnect expert who was mentioned in print. As chance would have it, Mr. Desrosiers was at a tech center near the engineer’s shop the day he received the message. He graciously arranged a quick visit.
Mr. Desrosiers talked to the engineer about MTConnect and pointed out how it might be an entryway to implementing a shop monitoring system. He also suggested attending the MTConnect conference, which was just weeks away.
Attending the conference in April 2014 proved to be a pivotal event. It gave the shop a basic understanding of MTConnect as an open source, royalty-free standard that is intended to foster greater interoperability between devices and software applications. By establishing an open, extensible channel of communication for plug-and-play interconnectivity between devices, equipment and systems, MTConnect allows sources to exchange and understand one another’s data. A number of other basic concepts were presented at the conference. For example:
• MTConnect is an enabling technology. A software application using data in the MTConnect format is required to derive practical benefits.
• MTConnect is not an instant solution, but a tool that will involve a learning curve and some critical decisions that require close study.
• A number of vendors offer MTConnect-enabled machine monitoring applications, but the choice has to match each shop’s circumstances.
• An implementation of MTConnect requires the support of company management as well as the involvement of machine operators and IT staff.
Perhaps the best advice the company received at the conference was to start small but prepare for growth. When the shop chose a machine monitoring system, it selected 10 machines that would be the least difficult to connect to the system because they were already MTConnect-compliant.
But even starting small produced ups and downs. One of the first things the shop did was install a large, flat-screen display panel that showed a dashboard of current activity on the monitored machines. Right away, this step produced an uptick in machine utilization, just like the clipboard effect, but it was surprisingly substantial this time—a jump of 20 percent or more. This level eventually receded somewhat, but it was clear that just having this information in a highly visible display created a positive effect on utilization.
Some surprises, though, were unwanted. For example, not long after the system was running, a number of monitored machines were mysteriously bumped off the network for no apparent reason. The cause turned out to be an upgrade to the Web filters that the IT department had installed on the company’s network. The upgrade altered the Web addresses of certain machines, making them unrecognizable to the monitoring software. The lesson learned was to keep the IT department informed of certain technical issues and requirements. The proper addresses were quickly restored.
More lessons were learned along the way.
A Successful Launch
Here are the steps the company took to get this machine monitoring system off the ground and the key lessons learned at each step.
Go easy at first. Of all the machines in place at the beginning of 2014, 32 were identified as top priority for monitoring. Of these, 10 Okuma lathes had an option for MTConnect-compliant data reporting already installed. The shop worked with Okuma’s local dealer and its U.S. headquarters in Charlotte, North Carolina, to prepare these machines for monitoring. This involved acquiring and installing an appropriate MTConnect agent (a software utility that formats data so it can be shared on a Web-based network) for each machine. Because the machines were already hooked up to the shop’s network via Ethernet cables for DNC file transfer, no new wiring was necessary. This step was completed in late April to early May 2014.
Go light. The shop evaluated several machine monitoring systems, concentrating on two that had “light” versions that focused on basic monitoring for shop visibility. Essentially, these versions provided simplified dashboards that showed the status and availability of each connected machine as well as all monitored machines as a group. Both systems were capable of providing a number of detailed analytical reports.
MiniViz, a free-to-use version of ShopViz by TechSolve (Cincinnati, Ohio) was sampled first. Working with this machine monitoring software helped the manufacturing engineer and the shopfloor supervisors get acquainted with building databases and evaluating reporting needs. TechSolve’s licensed version of this monitoring system, however, was available only as a cloud-based application, a step that the shop wasn’t prepared to make at the time.
The shop had also been exploring Memex’s MERLIN Lite for this phase of its implementation. This application is a subset of this vendor’s Manufacturing Execution Real-time Lean Information Network (MERLIN), which is a complete manufacturing execution system and communication platform. The Lite version includes mainly the features designed to collect, store and organize data from machine tools, and prepare visual displays and detailed reports. Like the instrumentation on the dashboard of a car, displays of real-time machine utilization are interpretable at a glance. The pricing structure for this software also made the startup cost attractive to shop management. The transition to this software began in July 2014.
The IT department created a local server to host the software, which could be downloaded remotely. A few phone calls and Go-To-Meeting sessions were all that was needed to set up the database and load some of the initial reporting functions. This step was taken in August 2014.
Share the benefits (but not the pain). With the monitoring system in place and the software running, the shop had options for what information to display. The best way for different stakeholders to respond to this information also had to be determined at this point. Currently, the flat-panel screen displays either a dashboard of real-time utilization as a component of OEE or a split screen that includes a shop layout with all of the machines reporting their status in real time.
These tips emerged from the shop’s experiences during this phase of implementation:
• Have stand-up meetings with each group of operators to answer questions about the system and explain the meaning and value of OEE.
• Share a vision of future system features that enable operators to report and track their contributions to productivity (setup activities, maintenance chores, feature checking, tool replenishment and so on).
• Set a reasonable baseline for machine availability. Initially, this was pegged at 57 percent, based on the initial monitoring period. Supervisors are pleased when a machine is operating above this level and concerned when it is below. As answers and suggestions flow from the good questions now being asked during this initial period, encourage positive actions to apply the improvements.
• Use data for positive, appreciative questioning. “I’ve noticed one of your machines has been down all morning. How can I help?” for example.
• Send help fast. When a machine is down, the best response is to have the production supervisor check it out in person. In most cases, these visits become impromptu training sessions about best shopfloor practices. This approach is especially valuable because it enables less-experienced operators to help themselves if the problem recurs.
• Look for patterns. This shop has MERLIN programmed to email a daily report to the production manager that summarizes machine time for all monitored machines. One of the patterns that became apparent from reviewing these reports is the high number of optional program stops that were occurring. Optional stops give operators a chance to clear chips, check dimensions, inspect inserts between cycles and so on. However, the number seemed excessive. The new thinking is that reducing the number of optional stops and using only the unavoidable ones more efficiently will significantly increase machine availability.
Plan for Growth
After the initial 10 lathes were hooked up to the monitoring system, the manufacturing engineer made a case to management for adding one or two more machines each month starting in November 2014 and continuing at least through 2015. This is possible because the shop owners have agreed to set aside money monthly to fund expansion of the machine monitoring network.
The first additional machines to be connected were a pair of lathes in the cell with the original set of 10. The next two machines in line for hookup do not have MTConnect-compliant controls, so adapters will be installed to convert the native format of data generated by the CNC into the MTConnect format.
The company is now planning its next move toward calculating OEE. This will require additional operator interaction to complement data automatically collected by the machine monitoring software. This data includes information about performance and quality that must be entered by the operator to complete the OEE equation. Both performance and quality fall into the category of production data that does not necessarily come from the machine tool. For example, performance is determined by how fast parts are made compared with the optimum rate defined by a part standard—the amount of time it should take to make that given part on a particular machine tool. Likewise, the quality factor is simply the ratio of good parts to total parts.
One option the shop is considering is installing tablets with touchscreens at each workstation to facilitate data entry. This option is supported by the MERLIN Operator Portal, which provides menu-driven input screens that prompt the operator for information. This portal will also enable the operator’s data entry to tie in with the company’s enterprise resource planning system.
Better Decisions
One of the main takeaways from this story is that utilization improved by 22 percent in six months because of little more than making utilization data visible to the shop floor and management. For many shops that have implemented a machine monitoring system, these results represent the “low-hanging fruit” that is easily garnered once a monitoring system is in place. To get to the next level, more targeted efforts will be needed for the shop to keep improving, and admittedly, these efforts will be more strenuous.
In the yet-to-be-written chapters for this aerospace shop, the company has identified three specific objectives as possible priorities:
• Establish real-time monitoring of performance to standard. The ongoing clipboard-style data collection shows room for improvement.
• Develop a maintenance department dashboard that monitors sensors reading coolant level, coolant temperature, lubrication condition, spindle temperature, unusually high current draws, tool crashes, and other events that generate service or repair requests.
• Tie work order numbers, part numbers and operator assignments into the MERLIN database. This step will enable managers to pull the data on recurring part runs to quantify how processes vary. Having complete, unbiased records will help the shop improve part repeatability.
Although the plans and strategies are still evolving, it is clear that pursuing them sets this shop squarely on the path to establishing the basis for data-driven manufacturing. And finally, this observation about the road ahead: Machine utilization, OEE and data-driven manufacturing are means to an end, not ends in themselves. The focus has to stay on delivering great products that are an unbeatable value to our customers.
















Related Content

Shop Moves to Aerospace Machining With Help From ERP
Coastal Machine is an oil and gas shop that pivoted to aerospace manufacturing with the help of an ERP system that made the certification process simple.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
Can Connecting ERP to Machine Tool Monitoring Address the Workforce Challenge?
It can if RFID tags are added. Here is how this startup sees a local Internet of Things aiding CNC machine shops.
Read More
ERP and Process Changes Increase Shop’s Revenue 64% YoY
Implementing ProShop has led to a massive process overhaul at Marzilli Machine. From 2020 to 2021, revenue increased 64% without capital investment.
Read MoreRead Next

Data-Driven Manufacturing Moves Ahead at Mazak
“We thought we knew what our utilization was, but now we know for sure.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More