
Data-Driven Manufacturing Moves Ahead at Mazak
“We thought we knew what our utilization was, but now we know for sure.


An MTConnect-enabled machine monitoring system on this Palletech flexible machining system gives real-time reports on the performance of the three FH6800 horizontal machining centers on the line. Many other machines are currently connected to this monitoring system, which will soon be operating plant-wide.

An MTConnect-enabled machine monitoring system on this Palletech flexible machining system gives real-time reports on the performance of the three FH6800 horizontal machining centers on the line. Many other machines are currently connected to this monitoring system, which will soon be operating plant-wide.

Ben Schawe, VP of manufacturing, checks the 60-inch flat-screen display that shows vital statistics about the HMCs being monitored.
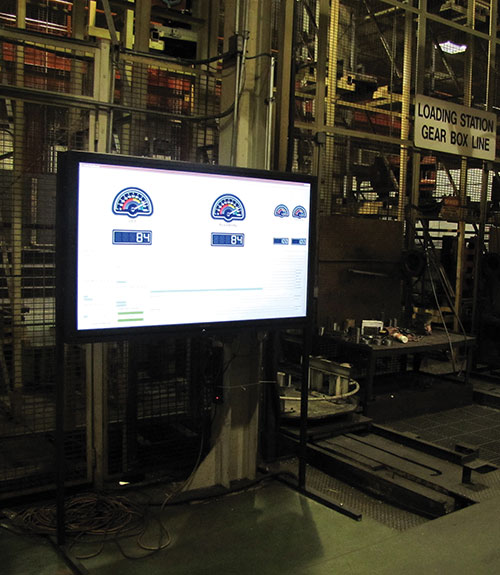
The screen is located in the nearby service aisle, where operators and supervisors can check the status of each machine at a glance. Similar screens have been installed elsewhere in the factory to show reports on the machines monitored in those areas.
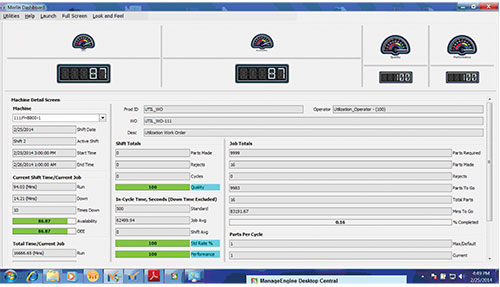
Mazak has adopted the MERLIN machine monitoring software developed by Memex Automation. This software automatically organizes the incoming data in a variety of reports tailored for the needs of different users. The software also creates the machine dashboards, like this one, presented on the flat-screen displays.
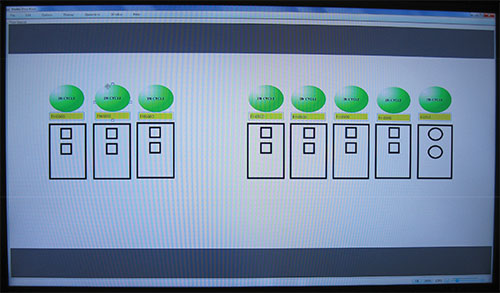
The flat-screen displays use a slideshow feature, whereby the application automatically scrolls through a predetermined series of visual presentation screens, including this overall “shopfloor” view that shows the status of all monitored machines in the area.

Grinder CNC This older grinder is an example of a legacy machine that has been connected to the monitoring system via an MTConnect adapter installed in the control unit.

The temperature and vibration sensors used on Mazak’s headstock testing stand output data in the MTConnect-specified format. Similar sensors could be easily mounted on machine tool spindles, so that spindle health can be added to the items monitored by the MERLIN software.
Share













Hwacheon Machinery America, Inc.
Featured Content
View More







“We thought we knew what our utilization was, but now we know for sure. And we have a clear picture of how to make it even better, too,” Ben Schawe says. Mr. Schawe is vice president of manufacturing at Mazak’s North American Headquarters and Technology Center in Florence, Ky. He oversees production at this campus, located about 10 miles southwest of downtown Cincinnati, just across the Ohio River. What is giving Mr. Schawe and other shopfloor personnel greater certainty and insight into operational efficiency is a newly installed machine monitoring system. This system may well prove to be the prototype for similar systems implemented at other Mazak plants around the world.
Mazak is part of Yamazaki Mazak, a global manufacturer of CNC machine tools and automation systems headquartered in Oguchi, Japan. Yamazaki Mazak began establishing manufacturing plants in major markets around the world in the early 1970s to be closer to its customers and to understand their specific manufacturing requirements. The Florence, Ky., facility began operation in 1974. Since then, Mazak has undergone numerous expansions, the latest of which is a 100,000-square-foot addition to its manufacturing plant to be completed this spring. At that point, the company will be able to produce as many as 200 units per month, depending on product mix.



More important, Mazak has assumed a role as a designer, as well as a builder, of machine tools. Kentucky-designed and built machines are exported around the world as part of Yamazaki Mazak’s global offering of advanced manufacturing technology. In addition, the Florence plant plays a role in exploring manufacturing processes and methodologies that can be implemented in other Mazak manufacturing plants to improve productivity and efficiency.
The machine monitoring system appears to be a good example of this sort of technology. In operation since November, the system has yielded significant benefits, initially by uncovering some easily fixed inefficiencies and practices. Mr. Schawe says that these fixes have increased uptime by 6.2 percent across the 15 machines that are fully integrated into the system. “This was that low-hanging fruit, so to speak,” he says. “We’ve also recognized some opportunities to make additional gains from efforts such as putting greater emphasis on having replacements for worn tools ready to go.” Taken together, these efforts have yielded a 17 percent improvement in utilization for the monitored machines so far.
But over and above these benefits is the advantage of having a system that takes the guesswork out of tracking machine utilization. “We can tell at a glance how we are doing, and the basis is in real-time data,” Mr. Schawe explains.
Making The Connection
What is distinctive about the machine monitoring system running in several locations in the Florence facility is that it uses MTConnect as the common data format for capturing and analyzing data about machine performance. MTConnect is an open, royalty-free standard intended to foster greater interoperability between manufacturing devices and software applications. This communication standard is facilitated by XML and HTTP technology (the basic “language” of the Internet) to provide real-time data sharing throughout a factory.
MTConnect was introduced at the International Manufacturing Technology Show (IMTS) in 2008. Not long after this introduction, executives at Mazak recognized the potential of this standard to facilitate plant-wide integration and enhance automation. Brian Papke, president of Mazak, recalls the initial excitement about the announcement of MTConnect as a communication standard. “We could see how MTConnect would make it possible for the data generated by our machine tools to be shared across the network for processing by various software applications. This capability would be a boost not only in our own manufacturing operations, but it would be equally valuable to our customer base.”
With so much at stake, Mazak resolved to play a leadership role in promoting the adoption of MTConnect across the U.S. manufacturing landscape. On one hand, this meant a commitment to supporting the continued advancement of the standard by involvement in the MTConnect Institute, the body that oversees its development. On the other hand, it meant implementing MTConnect-enabled technology not only on its machine-tool products, but also in its own manufacturing equipment in the factory.
“This total embrace of MTConnect was intended to make a statement,” Mr. Papke says. “We wanted to be a leader in both promoting and implementing MTConnect. We wanted our example to show the country the importance of moving toward data-driven manufacturing. MTConnect is an essential part of what makes data-driven manufacturing possible.”
As eager as Mazak is to adopt MTConnect-enabled technology, the company has planned its implementation carefully. Although these plans call for virtually all manufacturing equipment to be integrated using the MTConnect protocol, the company has focused on a full installation of a machine monitoring system involving six FH8800 HMCs in a Palletech flexible manufacturing system, three FH6800 HMCs in a similar Palletech system and six large V100 bridge mills.
Since November, all of these machines have been connected to the machine monitoring system, which uses MERLIN MES monitoring software developed by Memex Automation (Burlington, Ontario). MERLIN (Manufacturing Execution Real-time Lean Information Network) is a manufacturing execution system and machine-to-machine communications platform. Memex has been providing network connectivity, DNC software and machine monitoring systems since 1992 and has offered MTConnect-compatible versions of its MERLIN machine monitoring and manufacturing execution systems since 2010.
“Rather than offering an expensive, custom installation for every client, we’ve produced a packaged, machine-to-machine toolkit adaptable by all manufacturers. The technological breakthrough here is that MERLIN is an MTConnect-based hardware and software module that does not require programming or setting up of PLCs. The MES leverages a company’s existing investment in plant, equipment and enterprise software,” says David McPhail, president and CEO of Memex Automation.
This supplier was selected after a task force headed by Neil Desrosiers, Mazak’s developer of digital solutions, evaluated numerous commercial monitoring systems. This task force included IT personnel, machine operators, shopfloor supervisors and managers from the machining department. Two factors tipped the choice to MERLIN. The most important of these was the apparent ease with which reports could be configured for various users within the company. The other was the ability to store collected data and archived reports locally on a dedicated network server rather than on remote storage accessible on the Internet (the “cloud”), a concession to security concerns raised by the IT team.
The importance of report configurability is a point that Mr. Desrosiers is quick to comment on: “Machine tools generate a lot of data. This data has to be organized properly to be understood and acted upon.” Whether machine-generated data is translated into MTConnect vocabulary by a software or a hardware adapter, it isn’t very usable until it is organized in meaningful ways for an intended user, he says. Because not all users have the same needs, different styles of reporting help more users find the data valuable.
For example, presenting data in an easily interpreted, visual format is useful for operators on the shop floor who can tell at a glance how machine tool conditions are influencing efficiency. Likewise, bar graphs that summarize activity across a number of machines can inform supervisors and managers of trends useful for decision-making and long-term planning such as scheduling refresher training that might be needed.
Mazak opted to install 60-inch flat-screen displays at two shopfloor locations near the machines being monitored. These flat screens scroll through a series of displays that are viewable for about 30 seconds at a time using MERLIN’s built-in slideshow feature. Most of the screens represent a report about a specific machine with the top portion showing machine performance as a dashboard, so-called because the needle gages and readouts resemble the speedometer or tachometer gages on the dashboard of a car. Another display presents graphs that compare all of the machines according to a variety of critical metrics such as uptime, stoppages by category and an overall equipment effectiveness (OEE) rating, a critical manufacturing metric.
With this system in place and fully functional, the configuration of various reports could be finalized, users could be trained on their use, and monitoring software could be installed on management computers as required. This paves the way to expand the system more rapidly in the months ahead by adding the ability to tie Mazak’s ERP system to MERLIN bi-directionally. When the current facility expansion is completed, it is expected that all machines will be monitored, including metalcutting machines of all types, fabricating equipment such as laser cutters, and a powder paint line.
Fruitful Findings
Because tracking and improving machine utilization is a main objective of Mazak’s monitoring system, gathering data related to why a machine was stopped is a key function. Among other sorts of data, MTConnect provides a set of defined terminology for the signals, alarms and alerts that indicate the reason for a machine’s stoppage. Having this “dictionary” ensures that the data from machines or devices sourced from different suppliers will have the same meaning. This approach enables software applications such as MERLIN to make sense of incoming data, regardless of the device sending it.
For example, every time any machine on the network stops, the system records the type of stoppage and the reason for it. Then it immediately updates the reports and displays accordingly. Thus, the software can show program stops, feed holds, spindle overrides, tool changes and other reasons why a machine is not running. Analyzing this data can suggest ways to reduce or eliminate many of these stoppages, and thereby improve overall utilization.
Some of the results of Mazak’s analysis of this data were surprising, Mr. Schawe reports. For example, a number of part programs included optional stops originally added so that operators could check tool wear periodically or measure a critical part feature, during the prove-out of the process. When the part went into production, however, these optional stops were never removed from the part program, or operators simply got in the habit of restarting the machine at these points in the program. The high occurrence of stoppages linked to these programmed stops showed up in the reports and they could be traced to the cause. Systematically editing the part programs to remove these unnecessary optional stops was an easy way to recover the lost production time.
A similar pattern was detected in stoppages for tool changes. Some operators were stopping the machine every time the access to the tool magazine was opened to replace or check a cutting tool. Instead of using the feed-hold button, which stops the machine, they should have been using the magazine manual interrupt switch, which enables the machine to continue running safely while they perform tool maintenance. Training that addressed this issue took care of the problem.
Analyzing stoppages also revealed more subtle situations. For example, an unusual number of machine stops were reported with a certain run of part castings. Checking with the operators revealed that castings of the same part sourced from two different foundries were not identical. Dissimilarities in the foundry patterns created excess stock conditions that required the operator to interrupt the part program to manually add a second tool pass on the affected castings.
In other cases, the operators could point to data as evidence that a persistent shortage of a certain cutter type was holding back productivity. Because adequate spare tools were not available, the machine had to be stopped to index inserts on the spot instead. Acquiring additional tool cutter bodies help resolve these delays. In fact, a more general pattern of not having sufficient replacement tools ready to restock tool magazines in a timely fashion was also detected. An initiative to correct this situation is now underway.
Open-Ended Possibilities
Connecting a group of turning centers to the monitoring system is slated for the next phase of expanded integration. Mr. Schawe reports that the turning supervisors already have proposed process changes in mind that data analysis can help point in the right direction. For example, it has been suggested that standardizing on one size of barstock will reduce setup time significantly, even though parts now produced from smaller- diameter barstock will require additional tool passes. Data will prove if the increased cycle time for these parts is not outweighed by savings from the reduced setup time resulting from using standardized barstock.
Connecting the machine tools in one of the plant’s grinding departments is also imminent. Unlike the machining centers already integrated, which all have Mazatrol CNCs that natively generate MTConnect-compliant data, the array of grinders in this department represent control systems from a variety of suppliers, including FANUC, Toyoda and Cincinnati Milacron. Memex has provided a universal and configurable hardware adapter solution to connect these disparate legacy machines to MERLIN via MTConnect.
Essentially, these adapters intercept the data generated by the controls and translate it into the equivalent MTConnect terminology. When this translated data is conveyed to the MERLIN software (or any other MTConnect-compliant software, for that matter) it is ready for processing.
The adapters for the grinding machines were installed in a variety of ways, showing the potential for interoperability in an MTConnect environment. On the grinders with newer, PC-based interfaces, the adapters could be installed as a software utility using the PC’s application program interface (API). On other, older controls, the adapter resides on a separate printed circuit board integrated to the control’s existing I/O structure. In this case, an Ethernet port on the board provides the network connection. Generally, the older controls are limited in the kind of data that is available for monitoring.
Of course, retrofitting additional sensors to any type of machine tool opens up all kinds of monitoring possibilities. For example, sensors that detect the temperature of the spindle and vibrations from its bearings are on the list for future enhancements to the machine monitoring system in Florence. Mazak is already using MTConnect-compliant sensors that report these measurements on its spindle headstock test stands. The same technology can be transferred to production equipment and the data results incorporated into the MERLIN software.
“Although Mazak’s history with MTConnect is longstanding, we think we’ve only scratched the surface as far as its transformative possibilities go,” Mr. Schawe observes. Creating a comprehensive machine monitoring system is a big step forward, but only one of many that are feasible with having a “universal language for shopfloor and plant-wide communication,” he believes.
The Big Picture
Mr. Papke takes an especially wide-angle view of developments such as MTConnect, which he sees in the context of advanced manufacturing technology that encompasses lean manufacturing practices, multitasking and five-axis machine tools, manufacturing cells, flexible systems, and all kinds of automation. “I firmly believe that manufacturing has more potential to grow and flourish in the United States than it has in many years. If there is truly a Renaissance in manufacturing, it will happen because companies invest in state-of-the-art facilities that are woven together with digital technology,” he says. He adds that “implementing MTConnect [as a communication protocol] is one of the simplest and fastest ways to improve productivity and boost utilization of equipment.”
In addition, implementing MTConnect “at home” has given Mazak experience with the same issues that its customers are likely to encounter with their own implementation. As a result, the company has better advice to give, sounder recommendations to share, more expertise in problem-solving and troubleshooting to tap and other insightful assistance to offer. Likewise, it has also helped Mazak refine and prove out its growing library of MTConnect adapters so customers have smoother, error-free installations.
Being able to showcase proven results from this technology is one of the most compelling reasons that Mazak has invested heavily in MTConnect-enabled applications for its own manufacturing operations. “We want companies who visit our plant to see how this has benefited us so that they have more confidence in what it can do for them in their own facilities,” Mr. Papke says. “Likewise, incorporating MTConnect within our own machine tool products gives our customers an advantage. It is a significant move forward for them.”
He concludes with this assertion: “We have to set the example. That’s our responsibility as believers in this technology. It’s what a leader has to do.”
















Related Content

Easy-To-Install Data Acquisition System for Real-Time Monitoring Across Brands
cnSEE from All World Machinery Supply combines easy installation and monitoring across multiple machines.
Read More
Manufacturer, Integrator, Software Developer: Wolfram Manufacturing is a Triple Threat
Wolfram Manufacturing showcased its new facility, which houses its machine shop along with space for its work as a provider of its own machine monitoring software and as an integrator for Caron Engineering.
Read More
Protecting Your Automation Investments
Shops need to look at their people, processes and technology to get the most of out their automation systems.
Read More
Shop Quotes Smarter, Works Harder with Machine Monitoring
Temco first installed MT-LINKi to optimize quoting. Now, the software helps the shop optimize its machines — and machine purchases.
Read MoreRead Next

MTConnect Is For Real
Introduced at IMTS 2008, this communications protocol for CNC machines and other manufacturing equipment is already helping shops and plants implement effective machine monitoring systems. Although these "early adopters" are motivated by the long-term promise of enterprise-wide efficiency gains, their experience with pilot projects shows that benefits derived in the short term are substantial and worthwhile.
Read More
Understanding MTConnect Agents and Adapters
MTConnect agents and their corresponding device adapters are simply small computer programs that work together so that MTConnect can make shop equipment and networks more readily connectible. In a nutshell, adapters enable existing shopfloor devices “to speak MTConnect,” and agents enable MTConnect messages and data files to be transmitted across a network to MTConnect-compatible applications.
Read More
MT Connect: Two Shops Share Their Experience
For two shops in northern Indiana, using MTConnect for machine monitoring was just the start. Both shops are now ready to implement other promising applications.
Read More