
Fiber Laser Markers Do Much, Much More
Fiber laser technology is not just for marking—used properly, it can alleviate the burden on milling, EDM and welding equipment.

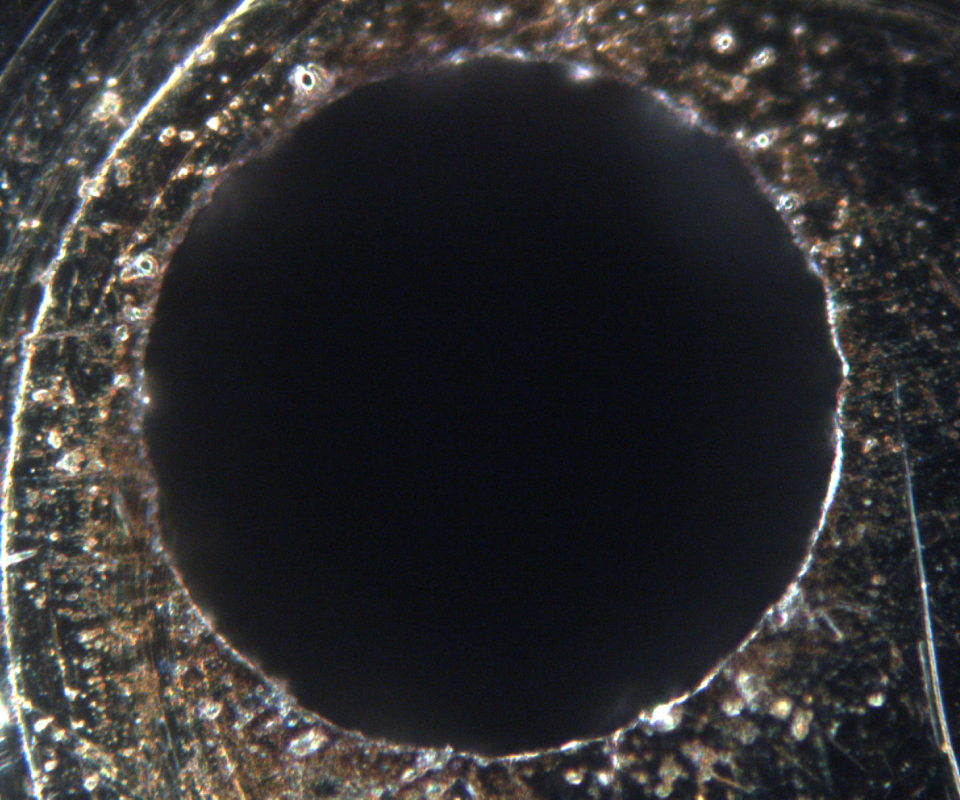
Laser marker replaced sinker EDM in this steel drilling application. The hole measures 0.008 inch diameter and was machined to tolerance of ±0.0005 inch.

Laser markers can do more than just mark. This copper tab was welded to an 18650 can on a fiber laser “marking” machine. That same machine is likely capable of precision cutting as well.

A fiber laser marker cut this 75-micron-wide channel into a metal foil measuring only 25 microns thick—that is, about one-fourth the width of a human hair. The channel was machined to 13 microns deep. That’s the equivalent of micromachining all but about one-tenth of a human hair’s worth of material away. Depth variation was held to ±1 micron.
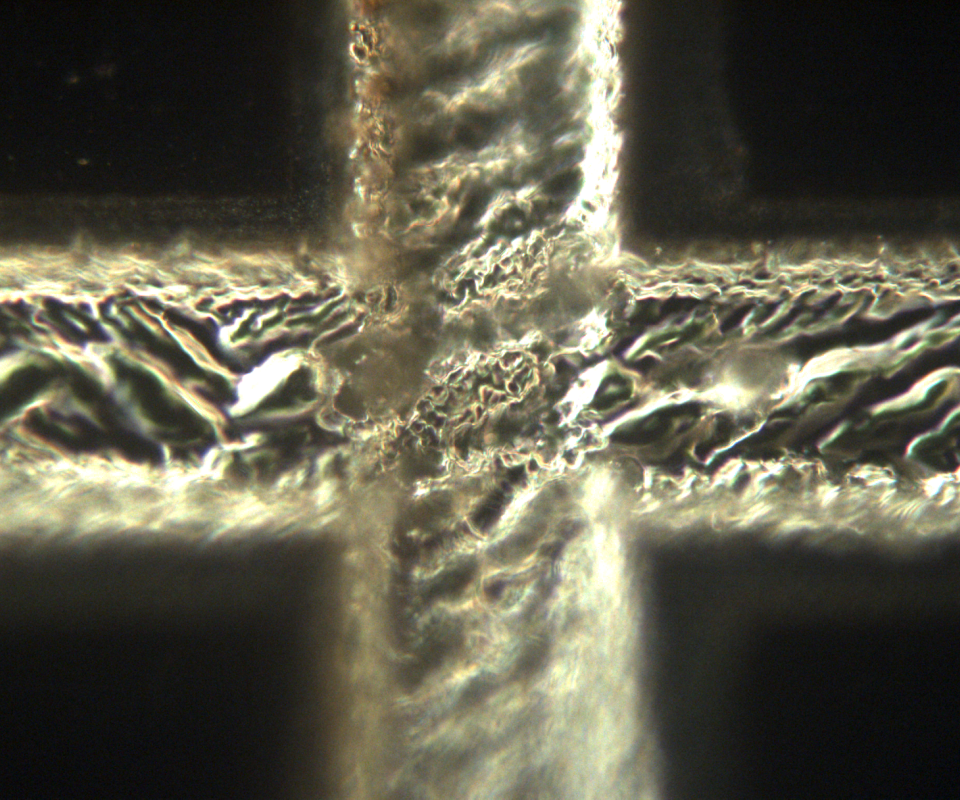
A closer look at the metal foil channel in the previous picture.
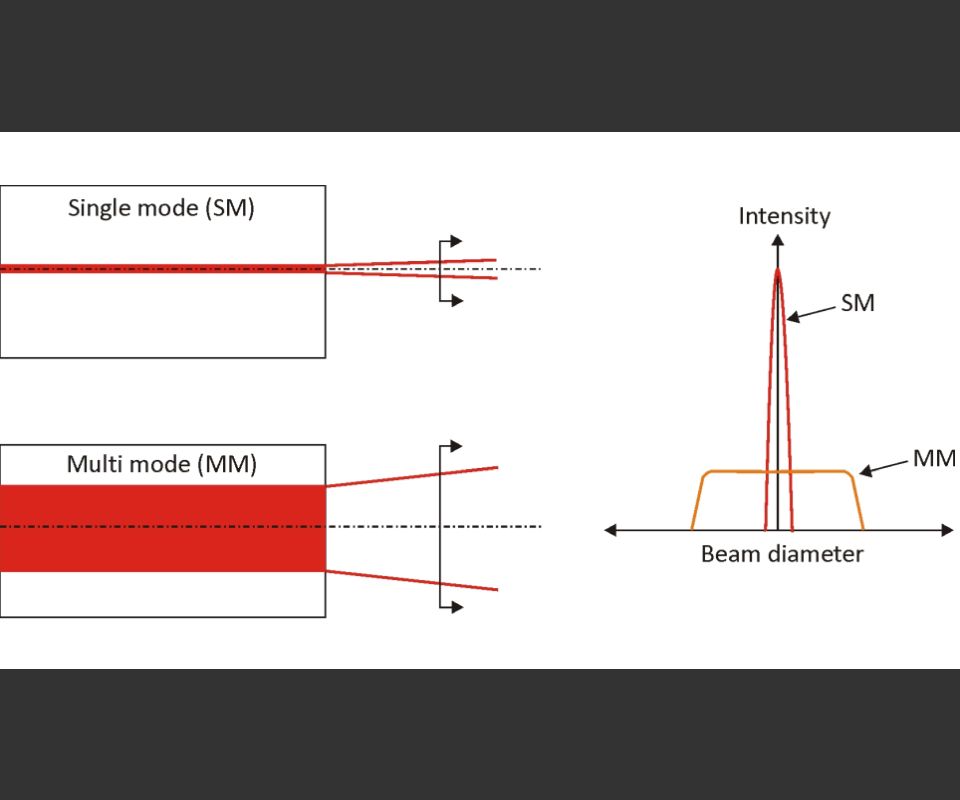
With narrower, higher-intensity beams than their multi-mode cousins, single-mode lasers are generally more effective in metalcutting applications.
An example of a compact Laser Marking Workstation (LMWS) from Amada Miyachi America.
Share












Laser markers are less common than they appear to be—at least according to the strict definition of that term. “Laser micromachining center” is a better descriptor for many of the units in the field today, says Geoff Shannon, manager of advanced technology at Amada Miyachi America.
This distinction may be semantic, but it can be eye-opening for those who have never considered applications beyond marking. The right system, particularly one with a fiber gain medium, can provide a less costly, equally capable micromachining alternative to milling, drilling, sinker EDM and more on parts ranging from surgical devices to tiny injection mold cavities, Dr. Shannon says. The fact that fiber laser markers have been “selling by the gazillions” in recent years increases the likelihood that many manufacturers are missing opportunities for new efficiencies and potentially even new work, he adds.



“If you’re marking, you’re generally melting the material in a very thin layer, but what if you slow that down and use a higher-powered beam?” he asks. “You start to melt more of the material, and now you’re welding. Eventually, you’re cutting.”
One reason fiber laser technology has become so popular (even beyond marking) is its generally competitive price point, Dr. Shannon says. The reasons for this are well-documented: fewer costly consumables to replace and less frequent maintenance compared to other historically common laser marking technology, such as YV04 (vanadate) systems. In fact, the choice between fiber or YV04 might have nothing to do with performance and everything to do with economics for manufacturers interested only in marking and engraving.
However, other advantages of fiber materialize quickly for those that extend their use of benchtop systems beyond those applications, he says. Most importantly for metalcutting, fiber lasers are known for their high-quality beams and their high-powered, fast pulses—powerful enough to melt or vaporize metal rather than creating a thermal “tinting” effect, and fast enough to do so without imparting too much workpiece-distorting heat. This powerful beam can be focused into a small spot size, too. And whatever the capability of a YV04 unit, it’s likely not as flexible or as easy to configure as a comparable fiber system. “You can control spot size, pulse width, frequency—all the things you need to be able to control to move between the different processes,” Dr. Shannon says, referring to marking, welding and ablating/cutting.
All that said, he emphasizes that fiber lasers are not all created equal. Dr. Shannon cites the following attributes as most beneficial for users hoping to alleviate the burden on their milling, EDM or other equipment:
High beam quality. Any laser resonator sustains only certain modes: essentially, wave patterns of light. Multi-mode lasers are typically delivered with a large fiber core (50 to 300 microns) and produce lower-intensity, flatter beam profiles. Single-mode lasers, in contrast, use smaller fiber cores (about 9 microns) that deliver a narrower, more powerful beam, one that can be focused into a spot size as small as 20 microns. One factor to consider is M2 rating, a measure of beam quality—specifically, how closely the beam matches the ideal Gaussian profile, in which intensity is greater at the center than the edges. The lower the M2 rating, the more tightly focused the beam, D. Shannon says. The more tightly focused the beam, the better suited the system will be for fine cutting as opposed to operations like welding, which favors lower-intensity lasing with a relatively larger spot size.
Adjustable beam parameters. Whatever the gain medium, laser markers in use today tend to be more powerful than their forebears, Dr. Shannon says, citing power ratings of 100 W or more compared to only about 20 W in the past. High-intensity, short pulses (measured in nanoseconds) are critical to actually ablating (vaporizing) metal rather than melting or merely discoloring the material. However, the range of applications that any single system can effectively handle depends largely on how it achieves these pulses.
A common means is Q switching, or the modulation of the intracavity losses—the Q (quality) factor—of a laser resonator. Put simply, a variable attenuator within the resonator delays lasing and allows energy to build up before the beam is released. Dr. Shannon analogizes this affect to allowing water to accumulate in a tub before releasing the drain plug. The problem is that Q-switched lasers offer limited functionality for tuning parameters according to specific job requirements.
That’s not to say parameters can’t be tuned at all with a Q-switched laser, or that Q-switched lasers are ineffective for more general machining. Most users will adjust frequency (measured in Hz, this is the number of pulse outputs per second). The higher the frequency, the longer the pulse lasts and the more powerful it becomes. Lower frequencies yield less powerful, shorter pulses. However, pulse power and duration cannot be adjusted in isolation with a YV04 marker, nor with any fiber laser that relies on Q switching. More versatile systems employ direct modulated input, in which the diode itself drives energy amplification within the resonator. With no “gate” controlling the pulse, these two critical parameters (frequency and pulse width) can be adjusted independently to provide sufficient cutting power without introducing too much workpiece-distorting heat. Given the same cutting conditions, a Q-switched laser is likely more limited in terms of power, speed and the quality of machined features.
Wide range of motion. Many benchtop laser systems rely solely on a series of mirrors mounted on galvo motors to target the beam. There’s nothing wrong with this basic configuration, but it might not be the best choice for efficiency-minded manufacturers. Systems with motorized X- and Y-axis stages enable consolidating setups by mounting multiple parts at once in their more expansive workzones, Dr. Shannon says. Software is also an important consideration, he adds. After all, the right setting for power, spot size, pulse duration and so forth go only so far without the ability to properly direct the beam through the workpiece.
Dr. Shannon emphasizes that any laser marker can operate as a mini machining center to some extent—if it’s used properly. Even the most ideally configured system goes only so far without the right knowledge and expertise. “It’s no trivial matter to figure out how to create the features you want, and to do so in the most efficient way,” he says, emphasizing that tips and tricks are a critical (and closely guarded) value-add for Amada Miyachi on any sale.






Related Content

CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read More
High RPM Spindles: 5 Advantages for 5-axis CNC Machines
Explore five crucial ways equipping 5-axis CNC machines with Air Turbine Spindles® can achieve the speeds necessary to overcome manufacturing challenges.
Read More
How to Successfully Adopt Five-Axis Machining
While there are many changes to adopt when moving to five-axis, they all compliment the overall goal of better parts through less operations.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More