
Wireless Ballbar Speeds Medical Machine Testing
The QC20-W wireless ballbar from Renishaw enables this precision-machined medical device manufacturer to perform faster, more convenient CNC machine capability tests and produce a representative measurement of volumetric positioning accuracy.
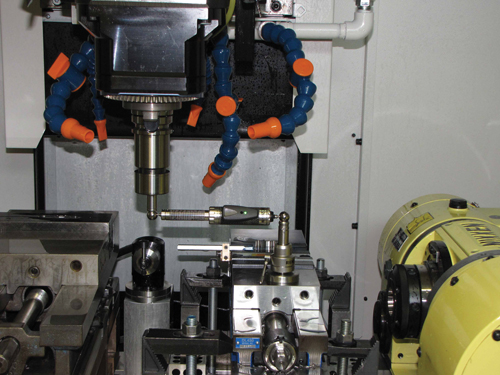
The new Renishaw ballbar design is capable of testing in three orthogonal planes through a single reference point in one 15-minute setup. Accompanying software produces a representative measurement of volumetric positioning accuracy. The wireless device is also easy to maneuver in tight interior spaces.
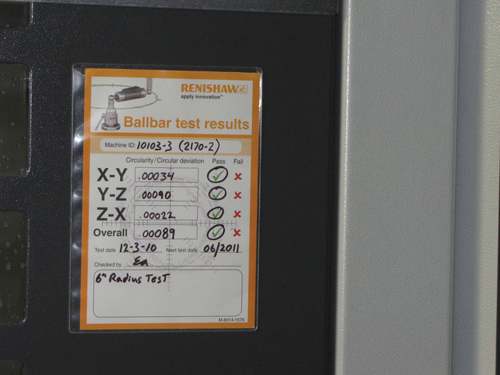
In addition to enabling Nemcomed to test for servo mismatch, stick-slip errors, backlash, repeatability, scale mismatch and machine geometry, the wireless ballbar provides an overall circularity error value.
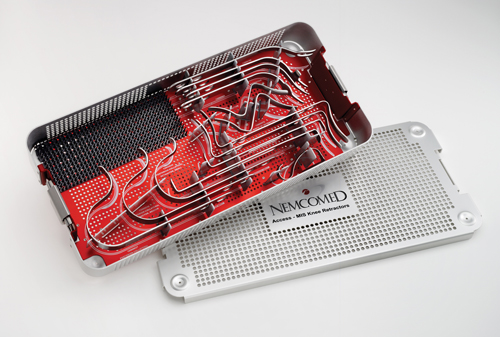
Many of the 1,000 different parts manufactured at Nemcomed have complex curved or spherical features.

Some of the company's parts are its own patented technologies. One example is the Flex-Shaft, an instrument used in surgical screwdrivers, taps and drills.
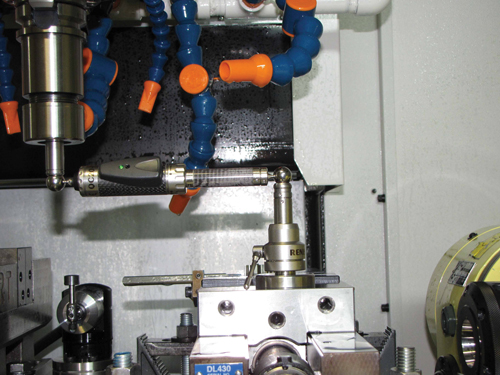
Nemcomed uses small machines to produce medical implants and instruments, and the wireless aspect of the QC20-W makes it easier to maneuver in tight interior spaces.
Share












total setup time of about 1.5 hours. In contrast, the new model requires just one setup for testing in all three planes. Now, total setup time is less than 15 minutes. “More importantly, it doesn’t disturb our production setup, so we don’t have to reset the machine when we go back to production mode,” he adds. “We remove the ballbar, insert a tool and get back to making parts in minutes.”












Related Content

Help Operators Understand Sizing Adjustments
Even when CNCs are equipped with automatic post-process gaging systems, there are always a few important adjustments that must be done manually. Don’t take operators understanding these adjustments for granted.
Read More
How to Choose the Correct Fixed-Body Plug Gaging Solution
The two types of fixed-body plug gages are both accurate, fast and easy to use. Consider these factors when selecting one for your gaging application.
Read More
The Many Ways of Measuring Thickness
While it may seem to be a straightforward check, there are many approaches to measuring thickness that are determined by the requirements of the part.
Read More
Choosing the Correct Gage Type for Groove Inspection
Grooves play a critical functional role for seal rings and retainer rings, so good gaging practices are a must.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More