
What Is The Right Machine Tool For Titanium?
Rather than start with the machine, says Boeing, start with the tooling. For titanium workpieces and other high-value parts, a simple spreadsheet of tools and operations might be the most valuable resource for machining center selection.


Here is the aft engine mount machining center. Titanium demands attention to machine tool characteristics that are otherwise rarely considered in many shops.

These aft engine mount parts are produced on a machining center designed for low-frequency dynamic stiffness.

The Boeing 787 uses considerably more titanium than previous commercial aircraft models. Other new aircraft use considerably more titanium, too. Within the aircraft manufacturing supply chain, titanium machining capacity will have to expand to meet the need.
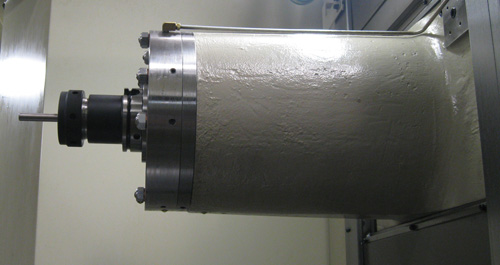
Spindle torque isn’t enough. The total system stiffness of the machine determines how much of that torque can effectively be put to use.

Boeing’s machining facility in Portland is focused on machining challenges related to hard metals, large parts and complex structures.
Share







Takumi USA
Featured Content
View More










Hwacheon Machinery America, Inc.
Featured Content
View More

Why will there be such an increase in demand for machining titanium in the coming years?
Because aircraft of the near future will use dramatically more of this metal.



Indeed, Steve Lovendahl of Boeing points out that the company’s 787 aircraft has more titanium content than all previous Boeing aircraft models put together. Meanwhile, the competitor to this aircraft is just as full of titanium, while new military aircraft have significantly more titanium, too. When all of these airplanes enter full production, the demand for titanium parts will far outstrip the amount of titanium machining capacity that exists in the aerospace supply chain right now.
For machining suppliers, titanium therefore presents a clear opportunity.
Yet Mr. Lovendahl says many of these suppliers will need to reexamine their methods and resources before they can fully take advantage of the opportunity. That reexamination may point to the need for a new machine tool, he says. Shops should recognize this. However, it is not necessarily the case that this will be an expensive machine.
Titanium Is Different
Mr. Lovendahl is a production specialist at Boeing’s expansive machining facility in Portland, Oregon. He and other Boeing engineers here focus on challenges related to machining complex structures from hard metals, often so that the solutions to these challenges can be shared with company suppliers. He says that his own organization also often wrestles with the question of what type or level of machining center is the right choice for a given titanium part.
In the case of a forward engine mount for the 787, for example, the Portland personnel were initially focused on finding the stiffest machining center available. This titanium workpiece seemed to demand heavy milling, so much so that they expected the machine’s stiffness to determine how efficiently this work could be done. However, an analysis of the best operations for this part—including some novel cutting strategies—revealed that while the torque requirement was certainly high, the highest torque that would be required still fell within the performance envelope of a standard machine that was similar to ones Boeing already had in production.
Then came the aft engine mount. This part did require an extremely stiff machine. Here, the analysis of machining operations revealed the need for a top cutting torque beyond what any of the candidate machine tools could provide. Machine tool builder Mitsui Seiki responded by modifying the design of its already heavy-duty HS6A machining center to meet the torque demand.
Mr. Lovendahl says performing this analysis of the needed machine capabilities is key. It’s also fairly easy. Machining operations are rated one by one, using formulas accessible to any machinist. Where higher-value titanium parts are concerned, he says, this sort of analysis is likely to point out the need for a new machine tool simply because shops in the aerospace supply chain often don’t have the type of equipment that favors titanium machining. Instead, they tend to have equipment that is tailored to cutting aluminum.
Titanium is different, he says.
That might seem like an obvious point, but it’s also a vital one. For a large aluminum part, the most important machine tool parameters (in addition to the travels of the machine) are likely to be the spindle speed and horsepower. By contrast, for a titanium part, the most important parameters become spindle torque and coolant delivery—along with thrust force for drilling operations. Titanium responds to machine tool parameters the shop might not have considered before.
“Nobody wants to be the one to go to the boss and say the shop needs a new piece of equipment,” Mr. Lovendahl says. Still, he thinks what many shops wish to do instead—that is, producing titanium parts through suboptimal processes on machines that already happen to be in-house—would ultimately be the more costly way to try to serve the industry’s changing needs.
Tools First
The analysis aimed at finding the most appropriate type of machine tool actually begins with the cutting tools, Mr. Lovendahl says.
Shops tend to start with the machine instead, “tooling up” the machine for that job. For a titanium aircraft component, however (or for any other large and challenging high-value part), the more productive approach is to first identify the tools and strategies that are most appropriate to roughing, finishing and drilling that part—then see what kind of machine is suggested by the cutting parameters that result from those choices.
The shop shouldn’t have to do this alone, he says. Boeing works with suppliers on process development. The cutting tool companies themselves are also valuable resources. The more knowledgeable cutting tool suppliers can specify high-metal-removal-rate tooling appropriate to various features of the part, along with the right methods and parameters for using those tools effectively.
The analysis is straightforward from there. Starting with the ideal depths of cuts and feed rates for the various operations and tools, along with material coefficients and a few other inputs, the shop calculates the required horsepower and torque for each primary machining operation, along with the thrust force of each drilling move. The result of these calculations might be nothing more complicated than a spreadsheet on a single page.
But having this table of data provides at least two valuable benefits, Mr. Lovendahl says. One is that it simplifies the search for the right machine—either a new model or one that is already in the shop. The numbers show clearly what performance the machine will have to deliver to be suitable for the job.
Another benefit is that the analysis might reveal a single step where the intended list of tools and operations ought to give way. It may be, for example, that just one line on the spreadsheet shows a torque requirement far above the rest of the process. Reworking that step, while performing the other 90 percent of the metal removal as efficiently as possible, might enable the shop to apply this streamlined process on some far more accessible machine.
A third benefit comes when no immediately accessible machine tool is appropriate, as was the case with Boeing’s aft engine mount. Beyond a certain threshold, it is not just the torque performance of the spindle that matters, but also the system stiffness of the machine as a whole. A rigid structure has to support the high-torque spindle. Scott Walker, president of Mitsui Seiki USA, says addressing Boeing’s requirements in this application involved a level of attention to low-frequency dynamic stiffness beyond what he thinks the design of any other machine tool has received. The company refined the machining center’s design to damp vibration modes that had previously been insignificant, even in aggressive cuts. The customization was possible specifically because Boeing’s analysis of the operations it intended to perform made the performance needs clear. Now, the HS6A machines resulting from this work are able to achieve the 16-cubic-inch-per-minute metal removal rate in titanium 6342 that Boeing’s chosen cutting tools and strategies for the aft part make possible. The Portland facility now has five of these machines—two dedicated to roughing the aft mounts and three dedicated to finishing them.
Close Enough
Mr. Lovendahl says one of the main misapprehensions that prevents shops from developing their machining processes in the way he describes—specifying machining operations first, then choosing the machine—is the belief that a process cannot be mapped out precisely in advance. Tool wear, to cite just one variable, will affect how much torque is really needed for a given cut.
Yet this level of accuracy is not required. While choosing the right machine tool is indeed vital, the choice is not so exacting.
Rather than choosing precisely the right “fit” in a machine tool, the shop will more likely find itself choosing among general classes of machine in terms of capabilities and performance. Any of these “classes” is the right choice in the right environment, and all of them can at least sometimes deliver high-value parts. Accordingly, choosing among even these general levels can be difficult—with costly repercussions for the shop if it chooses either too low or unnecessarily high.
In short, the analysis of required machine performance is necessary simply to find the machine that is in the right ballpark. Without data, he says, accomplishing just this much is not easy to do. But if the shop is ready to take its game to the next level, then finding the right ballpark is a logical and crucial step.
















Related Content

Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
High RPM Spindles: 5 Advantages for 5-axis CNC Machines
Explore five crucial ways equipping 5-axis CNC machines with Air Turbine Spindles® can achieve the speeds necessary to overcome manufacturing challenges.
Read More
Additive/Subtractive Hybrid CNC Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read MoreRead Next

The New Rules of Cutting Tools — Introduction
Cutting tool technology is evolving rapidly to respond to changing demands and more challenging workpiece materials. Shops today need to look at cutting tools differently. They need to look at cutting tool suppliers differently as well.
Read More
How To Machine Aircraft Titanium (Introduction To A Series)
Choose cutters, depths and tool paths with attention to particular steps in the process, and you can machine titanium more efficiently than you might suspect. Boeing offers practical tips.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More