
“Too Hard” Is Just Right
A user of ultrasonic machining looks for parts that are too hard to cut on other machine tools.

Share












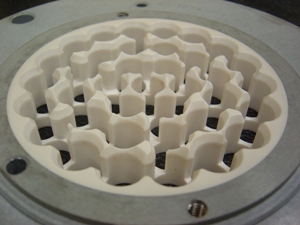
This photo and the four photos to follow show some examples of parts BCI has produced through ultrasonic machining. This tooling plate is a particularly complex workpiece--one of the first commercial parts the shop machined successfully with this technology.
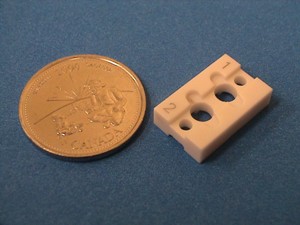
A magnesia partially stabilized zirconia part took advantage of the machine’s ability to hold 0.0005-inch hole location tolerances in this very difficult-to-machine material.

A silicon nitride ball valve component illustrates the technology’s ability to machine this material as well.

In yet another ceramic part with critical holes, the as-machined exit of each hole looks identical to the entry, with no chipping at either end.
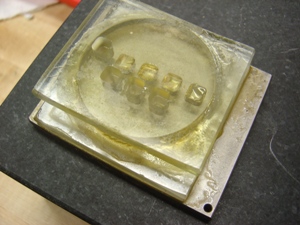
An experiment machining pockets in synthetic sapphire was meant to investigate this material’s usefulness for making molds.

The ultrasonic machine looks like a vertical machining center, and it behaves a lot like one, too. The principal difference is the cutting action. Material removal results from the vibration of a diamond tool.

Ultrasonic cutting tools come in various sizes, including this large one.... (see next image)

... and this diamond tool 1.5 mm in diameter.
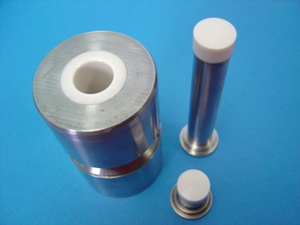
The length of the diamond tool made it possible to machine this long ceramic punch. The next two photos illustrate this application as well.

The cylindrical workpiece has a diameter the size of the hollow tool’s ID.

The part was cut out from two sides. Where the two approaches met can be seen in the seam near the middle of the rough-machined part.

Particular tools perform best at particular ultrasonic frequencies. Quickly finding the right frequency is the first step before running a new tool. Mike Docker, a BCI project manager skilled in using the ultrasonic machine, performs this step.
BC Instruments is a job shop big enough to fill three buildings totaling 45,000 square feet. However, those three buildings are located on a side road off Highway 27 in rural Schomberg, Ontario. If you try to drive there before sunrise, you might miss the company in the dark (which I did). Even so, a variety of high-value machining work has found its way to this company because of one capability that makes the shop distinctive in all of North America.
Walking the shop floor won’t necessarily reveal this capability. BCI’s business units include large-part turning, small-part turning and milling, as well as a special projects unit. While the company has always focused on more specialized work (its name is a relic of this), all of those business units use equipment that would be familiar to many shops. The one machine tool that stands apart is segregated into a small, quiet room that houses another business unit unto itself. BCI was the first North American manufacturer to invest in ultrasonic machining, a technology that was developed by Sauer (in Germany) and is now marketed by DMG.



Why BCI bought this machine tool is not entirely clear. That is to say, the market has yet to fully reveal itself—and BCI knew this would be the case. Anthony Pinder, the manager of the new business unit for machining engineered materials, has his work cut out for him. After a period of trial and error in which BCI developed its proficiency with the new technology, Mr. Pinder turned his attention to finding rewarding markets for this expertise.
So far, the ultrasonic machine has been used largely for hard ceramic parts, many of which are used in nuclear power applications. One such component was a part made from a particularly challenging ceramic, magnesia partially stabilized zirconia. While conventionally machining this material in its hard state is challenging—prohibitively so—the alternative of machining the material in its softer “green” state makes it impossible to hold tolerances, because of the material’s high rate of shrinkage. The customer had this material in mind for 10 years, but could never find a way to manufacture a precision part composed of it. Using ultrasonic machining, BCI succeeded in making the part from this material, holding 0.0005-inch tolerances with little difficulty.
This part illustrates why finding markets will take some time. For some of the machining that this technology is capable of, there is little precedent. Mr. Pinder says, “I ask customers and prospects, what is it that you turned down last year because you thought it couldn’t be done?” The answers to questions such as this sometimes hold the promise of new work.
20,000 Hertz
In ultrasonic machining, diamond does the cutting. Ultrasonic vibration causes a diamond-covered tool to pulse at a frequency of around 20,000 cycles per second. The rapid expansion and contraction of the tool delivers equally rapid impacts of the diamond particles against the workpiece. The result is a machining process for hard materials that involves relatively little friction or heat. Not only is the machine tool designed specifically for this process, but so are the toolholder and tool, all of which come from DMG. Mr. Pinder says the combined system can machine any material hardness up to that of the diamond of the tool.
The ultrasonic machine looks very much like a vertical machining center. The machine can also be programmed like a machining center, and in some cases, it even offers a machining center’s options. These include fourth and fifth axes beneath the table, which are programmable on BCI’s machine and capable of full five-axis contouring on other models.
In the case of at least one job, the work even came from a vertical machining center. A geometrically complex tooling plate for a nuclear power customer used to be CNC milled, back when it was made of aluminum. Now the part is made of ceramic and machined ultrasonically. In providing this part, Mr. Pinder says BCI worked itself out of a source of revenue. The ceramic parts don’t wear out routinely the way the aluminum parts did.
Ceramic Machining
In ceramics, BCI sees its ultrasonic machining as a complement to the more traditional machining options that many ceramics providers already have available. BCI is still working with these companies to figure out exactly where this technology fits in, logistically and economically, alongside the traditional options.
Ceramic parts are machined when the quantity of a given part is too small to justify making a mold. A particular part can be machined in its green state or its fired state. While the material is easier to machine green, this state comes before shrinkage. More precise machining has to be performed in the harder state, generally using some variety of grinding machine. The material removal rate in the fired state is low—perhaps only one-tenth that of green machining—and grinding in the fired state also poses the risk of subsurface cracking.
Ultrasonic machining is not a high speed process by any means, but it can be up to three times the speed of grinding in hardened ceramics, says Mr. Pinder. That means leadtimes can be significantly reduced. In addition, the risk of subsurface cracking is much lower, because the contact between tool and material is so minimal. In fact, this process is so little disposed to fracturing the part that when ultrasonic machining is used to make a hole, often there isn’t even chipping at the exit. On many fired ceramic parts machined in this way, the hole’s entry and exit are indistinguishable from one another.
The sense that there was at least a limited potential market for the ultrasonic technology in machining ceramics is what persuaded BCI to take a chance on this machine. In the past, customers had come to the shop asking for modifications to existing ceramic parts. Back then, BCI tried (with great difficulty and stress, says Mr. Pinder) to make these modifications on its standard machine tools.
Today, just the use of a term like “magnesia partially stabilized zirconia” helps to illustrate the change the shop has made. During the learning period with the ultrasonic machine, shop personnel were also becoming experienced with the properties of various hard materials. They didn’t previously make distinctions between materials such as magnesia partially stabilized zirconia and silicon nitride. “I thought of all ceramics as a single material,” Mr. Pinder says. Now, he and others within the company are quite familiar with how a variety of ceramic materials behave, and how to machine them effectively.
Applying Ultrasonic
A more detailed description of how ultrasonic machining works in practice helps to illustrate the kinds of variables BCI was experimenting with as it put this technology to use. In addition to the 20,000-hertz pulsing, the tool is also rotating very much like a milling cutter. Just as in milling, this spindle speed, along with the feed rate, helps to determine tool life, surface finish, dimensional accuracy and other aspects the performance of the cut.
But other parameters are more specific to the process. Take the frequency, for example. That figure of 20,000 hertz is just a generalization. In fact, different tools—and different assemblies of tool and toolholder—perform better at different individual frequencies. Therefore, before a new tool is run, the operator at BCI quickly dials through a range of ultrasonic frequencies and watches the feedback at the control, searching for a frequency that delivers a good payoff in terms of amplitude, while still corresponding to a relatively stable location on that particular tool’s frequency response curve.
Poorly chosen parameters do affect tool wear, just like on any other machine tool. However, the wear of the diamond tool changes the tool’s dimensions, not its sharpness. Slow erosion of the material exposes more diamond edges, so the tool is effectively self-sharpening. Because of this phenomenon, the optimum tool path tends to be one that cuts from the bottom of the tool more than from the side. Helical interpolation (spiraling down in the Z direction) is a common technique. The reason for favoring the bottom of the tool is that the tool has a lot more material available to wear away along the length of the tool, as opposed to the radial direction.
For this vibrating tool, BCI does not rely on tool offsets to the same level of precision that the user of a milling cutter might. Where narrow dimensional tolerances are required, the shop generally takes two passes with the same tool. After the first pass, the work is inspected to see how much additional infeed is needed to finish the cut to spec. This inspection is done at a CMM, which means the work has to be moved. To make this mid-process relocation easy to do, the shop has installed a quick-change mechanism for simultaneous clamping and location of the pallets both on the ultrasonic machine and on the CMM. The particular system the shop uses is the “Ball Lock” system from Jergens.
Because ultrasonic cuts can sometimes be long and slow, BCI schedules work to take advantage of overnight unattended machining. Two features of the Siemens control help the shop here, though they were developed for more traditional machine tools. One feature is adaptive control, which automatically reduces the feed rate in response to an increase in the machining load. This function is particularly important for silicon nitride, which often features hard spots. Another useful CNC feature is a messenger option that pages the operator with alarms that would otherwise be visible at the control.
Looking Forward
BCI has mastered the use of this technology for now, and so the second phase of adopting it has begun. Beyond the “how” of this or any new technology comes the “why.” BCI does not yet know what niches this machining can fill profitably, nor what needs it can satisfy. The suspicion that there are plenty of appropriate needs out there was the basis for buying the machine, but finding those markets will be another aspect of the effort necessary to capitalize on this investment.
Mr. Pinder says the shop is simply going to have to do some searching, inquiring into industries and businesses where the company doesn’t have experience or a base of contacts today.
Such a search is likely to be a lot like that pre-sunrise drive on Highway 27. That is, you stay alert—or else you may miss something significant waiting just off the main road.








Related Content

5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
Tsugami Lathe, Vertical Machining Center Boost Machining Efficiency
IMTS 2024: Tsugami America showcases a multifunction sliding headstock lathe with a B-axis tool spindle, as well as a universal vertical machining center for rapid facing, drilling and tapping.
Read More
Fryer Milling Machine Provides Fast Setup, Simple Programming
The MB-R toolroom bed mill is reportedly capable of single- or multi-part production with a 0.0002" accuracy.
Read More
Three-Axis Bridge Mill Opens New Doors for Construction OEM
Different industries often require different machining priorities, a truism recently demonstrated by Barbco, an OEM of heavy-duty boring equipment that opened up new design possibilities by pivoting toward rigid, less complex machining centers.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More