
Shop Invests in Tooling Up Front, Saves Money in the Long Run
Valve supplier Vortex needed to optimize its in-house machining operations. Seco tooling helped the shop improve tool life, cycle times and finish.


Vortex is now a Seco Strategic Partner, which means that Seco is Vortex’s first choice for tooling, and in return, Vortex has access to support, training and early testing on new products.

According to Monty Leach, vice president of manufacturing, Vortex changes over workholding and setups quite often, and from a machining standpoint, its part features and geometries are complex and differ greatly. The shop works in an engineer-to-order environment, manufacturing valves for the dry bulk industry.
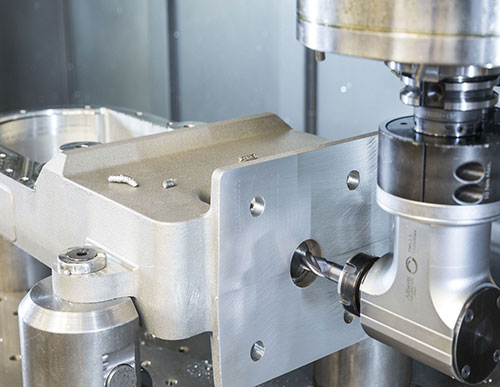
In the past, Vortex used HSS end mills in a right-angle head to drill a cast-aluminum part of a dense-phase-type valve. Now, it uses Niagara solid-carbide end mills, which improve surface finish and boost cutting speeds.
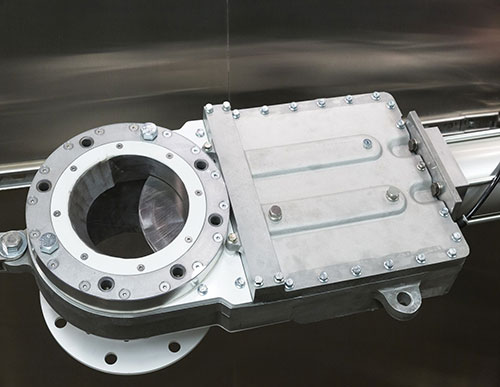
Niagara solid-carbide end mills improved the surface finish of this complete dense-phase-type valve.

The SecoPoint tool management system has helped Vortex order about 50 percent less tooling due to better tool use tracking.
Share












Saving money by purchasing low-end tooling seems like a simple solution to reduce manufacturing costs. However, that tactic didn’t work for valve supplier Vortex, based out of Salina, Kansas. The shop realized that poor performance was negating its up-front cost savings, so it contacted Seco Tools LLC in Troy, Michigan, for help. The new Seco tooling helped Vortex save money by reducing tooling inventory and shortening cycle times. It also improved overall part surface finishes.
Vortex works in an engineer-to-order environment in the dry bulk industry, producing and selling 7,000 to 10,000 valves per year that each can weigh anywhere from 10 pounds to 10 tons. According to the company, one of the reasons for this high-mix, low-volume environment is because the application parameters are virtually endless. Oftentimes, standard products are modified to enhance performance and service life for a specific application. In fact, modified valves make up about 50 percent of the company’s business. The valves are found in food processing plants, airplanes and mines.



In valve production, Vortex machines a lot of stainless steel and aluminum parts that range in size from 0.250 square inch to more than 144 inches long. Machining cycle times can be as short as 30 seconds or as long as three hours, depending on part complexity. On any given day, upwards of 3,000 individual job orders can be circulating simultaneously around 50 various workstations on the shop floor.
In its early days, Vortex outsourced all its valve-component machining work. In 1991, the company installed its first CNC machine tool and since then has progressively brought part machining in-house. Doing so immediately provided better process control, but Vortex recently realized those machining operations were in dire need of optimization, especially in terms of tooling.
Instead of ordering low-end tooling from a catalog without specific application support from suppliers, like it did in the past, Vortex reached out to Seco. The cutting tool provider immediately evaluated a couple of the shop’s operations, and quickly steered it to different cutters and inserts that feature advanced geometries and coatings. As a result, the shop switched all its high-speed steel cutters to Seco’s Niagara solid-carbide end mills for profiling and contour-milling. It also incorporated Seco indexable/inserted tangential milling cutters, multi-directional turning (MTD) grooving and cutoff inserts, and a SecoPoint tool inventory management unit.
The first machine Seco helped optimize was a Hurco VMC outfitted with a right-angle head that was slated to run a cast-aluminum part for a dense-phase-type valve. Vortex specifically added the right-angle head to drill (using an end mill) and profile-mill a particular round part feature. Unfortunately, the shop’s HSS end mills proved to be a huge stumbling block.
“With HSS tools, we were unable to achieve the necessary tool life or cycle times, and surface finish was terrible,” says machine tool programmer Jason Bates. “Seco suggested Niagara solid-carbide end mills. The tools improved part surface finishes and boosted cutting speeds and machining stepovers to shorten part cycle times by almost 60 percent. Such production improvement eliminated the need for a second machine we intended to add to keep pace with production. Plus, the Niagara tool cost, while a bit higher, still meshed perfectly with our part-cost expectations.”
The Niagara end mills at Vortex use an extra-fine-grain, cemented-carbide raw material that is a true sub-micron-grain tungsten carbide alloy and classified within the C1 to C4 range. As such, the tools provide a combination of strength and toughness for machining aluminum, stainless steel, titanium and exotic alloy materials.
Seco also helped Vortex optimize grooving and cutoff operations on one of its turning centers. In one application, the company needed to thread, groove and mill a chrome-plated air cylinder shaft that was induction-hardened to Rc 58-60 as a raw piece of material. Cutting through the hardened surface of the part proved difficult, and Vortex’s old inserts only lasted for five parts per cutting edge in the grooving operation.
After switching to Seco’s MDT inserts for both grooving and cutoff operations, the company was able to increase its feeds slightly, but the biggest gain was in tool life. It now can cut 50 parts per insert edge. Because of this, Vortex switched to Seco MDT inserts for all grooving operations, Mr. Bates says.
The Seco MDT system encompasses holders and inserts for external radial, external axial and internal machining. The tools are well-suited for applications that include turning of parts with many different diameters, complicated profiles and grooves. For Vortex’s complex parts, one Seco MDT tool often replaces several standard and special tools, the company says.
Increasing tool life helps Vortex reduce its overall tooling inventory, as does the shop’s SecoPoint tool management system. According to machine shop supervisor Mike Beus, the shop is now ordering about 50 percent less tooling, simply because of better tool-use tracking.
SecoPoint dispenses tools one at a time from one location. Now, for instance, whole boxes of inserts are no longer floating around the shop at various workstation benches going unused, he says.
“Before SecoPoint, we relied on a dry-erase board and would guesstimate what we needed week by week, hoping to order enough, but not too much. Now, we know exactly how many tools we’ve used and will need to be reordered,” Mr. Beus says.
According to Vortex, the shop never would have been able to truly benefit from its in-house machining operations had it not been for Seco’s advanced tooling technology and application support. For Vortex, this support comes in the form of Troy Jacobson, Seco technical specialist, who often spends an entire day watching a machining operation alongside the machinist to determine how Vortex might make improvements. He comes in at least once a week to help ensure the shop uses the right tool for the job.












Related Content

Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
Briquetting Manufacturer Tools Up for Faster Turnaround Times
To cut out laborious manual processes like hand-grinding, this briquette manufacturer revamped its machining and cutting tool arsenal for faster production.
Read More
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read More
High-Feed Machining Dominates Cutting Tool Event
At its New Product Rollout, Ingersoll showcased a number of options for high-feed machining, demonstrating the strategy’s growing footprint in the industry.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More