
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.

Share











Hwacheon Machinery America, Inc.
Featured Content
View More




Takumi USA
Featured Content
View More



For Tyler Thompson, vice president and second-generation leader at Brooksville, Florida-based TTI Machine, passion is as good a reason to embark on a part as profit. His shop’s 14,000-square-foot facility primarily works on small batches of parts, typically in the mining, marine and aviation industries, but with the addition of any particular jobs management finds interesting. The one requirement is that it makes financial sense to produce the part — a requirement that recently led TTI Machine to adopt a shoulder milling tool to produce a part for sprint car racing.
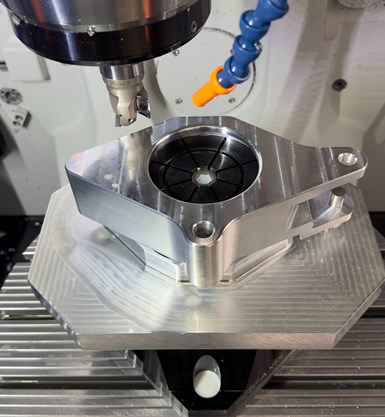
Thompson says the birdcage requires the most material removal of TTI Machine’s sprint car parts. Here the part is going through op. 2. All images courtesy of RAM Sales and Marketing.
Machining on the Margins
Not many shops produce parts for the sprint car racing market, and Thompson says the list gets shorter every year as the businesses close or the owners pass away. Thompson is passionate about sprint car racing, however, and so the shop makes parts for a distributor to ensure the sport lives on. These parts include wing brackets, motor plates, steering arms, bar brackets and many others — many of which TTI must reverse engineer and determine how to manufacture using its machines. The margins on this part are thin, however, and the shop ultimately only machines between 1,000 and 2,000 parts for the market across all its sprint car part numbers each year.



One part, which Thompson says is called the “birdcage” in the industry, forms the left and right rear axle bearings on a car. This part contains two bearings and includes threaded holes at compound angles — Thompson says that it is the sprint car part that tends to require the most material removal. What’s more, the difficult angles and pockets for this part make machining on anything other than its five-axis DN Solutions DVF 5000 unfeasible. Before, “a lot of parts would require three, four or even five or more setups,” he says. “With the five-axis, we just dovetail prep the material, and it’s two setups and done.”
Even so, the three-quarter-inch solid carbide endmill TTI was pairing with the five-axis machine kept the program running up against the margins. While the tool boasted a long life (albeit with regular sharpening), cycle times were still too lengthy, and the long chips the endmill created quickly filled both the pocket and the machine’s chip hamper.
Thompson worked with Brandon Mazza, vice president of independent manufacturing representative agency RAM Sales and Marketing, to find a different tool that could reduce costs and chip size for the part. Mazza recommended the Tung-AluMill 90 shoulder milling tool from Tungaloy, and a trial run even at conservative machining parameters proved promising.

The Tung-AluMill from Tungaloy enables TTI to take more aggressive cuts on aluminum parts, even as the inserts last longer than the shop’s old endmills. The Tung-AluMill inserts cut about 4000 cubic inches of material each, doubling the old endmill’s tool life.
Cutting Tools and Tooling
These parameters direct from Tungaloy called for a 0.150-inch depth of cut, but the load on the DN Solutions machine was low enough for Thompson to push this further, up to 0.250 inch per cut. While this functions well, he has since backed his depth of cut down to 0.200 inch “so we don’t have to babysit the tool” as it cuts the part’s 2.250-inch pocket. Thompson was also able to increase the inches per tooth (IPT) by 50% from the base parameters to 0.006 inch.
Changing tooling from the endmill to the shoulder milling tool has also enabled TTI to machine with a more aggressive rake angle, 11.5 degrees as opposed to the endmill’s 2 to 3 degrees. This increased angle increases the efficiency of the tool while roughing out the bores, and eliminates the need for semi-finishing. This cut the cycle time for this initial stage of machining from about five minutes down to less than a minute and a half, enabling the shop to move to its boring operation much swifter. Thompson says the Tung-AluMill’s through-coolant capability has also been useful for flushing chips out of the pocket, and TTI does not need to dump its chip hoppers as often.
Together, the parameter improvements have halved TTI’s cycle times for the part from 40 to somewhere between 15 and 20 minutes. Each insert on the shoulder mill also lasts about twice as long as the old endmills, machining 40 parts per insert at 100 cubic inches of material removal per part.
What’s more, the shoulder mill provides a much smoother surface finish than the endmill — enough that Thompson says TTI Machine can remove several finishing tools from the job and only rely on the shoulder mill, which can profile the entire outside of the part in two passes. This more efficient operation condenses op. 2 for these parts from a 22-minute process using four tools to one that is less than six minutes with two tools.

Tyler Thompson has worked at TTI Machine since he was 16. He cut his teeth on manual machines before leading the initiative to adopt CNC machines. His experience with both kinds of machines has given him — and TTI — an adaptability that supports the shop’s eclectic mix of work.
Sprint Car Success
Between a condensed tooling list, longer tool life and improved cycle times, TTI Machine has been able to machine the sprint car part with much-improved margins. Thompson says that despite a higher initial price for the Tung-AluMill, his cost savings on the project are over 30%, making the birdcages much more feasible for his shop and enabling TTI Machine to continue serving an industry Thompson and his family love.
While TTI Machine has not yet paired the Tung-AluMill with other machines or applications, Thompson says the shop plans to do so soon. “We plan on getting more of them when the time comes,” he says. “Any aluminum job that we have from now on that requires a lot of material movement — it’s definitely going to be an option.”
















Related Content

How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.
Read More
How to Troubleshoot Issues With Tool Life
Diagnosing when a tool is failing is important because it sets an expectation and a benchmark for improvements. Finding out why gives us a clue for how to fix it.
Read More
Briquetting Manufacturer Tools Up for Faster Turnaround Times
To cut out laborious manual processes like hand-grinding, this briquette manufacturer revamped its machining and cutting tool arsenal for faster production.
Read More
High-Feed Machining Dominates Cutting Tool Event
At its New Product Rollout, Ingersoll showcased a number of options for high-feed machining, demonstrating the strategy’s growing footprint in the industry.
Read MoreRead Next

When Manual Machining Makes Good Business Sense
Rare expertise, raw passion and ample opportunity keep handwheels turning profits in the era of CNC.
Read More
All-Around Mill Improves Productivity and Cost for Valve Job
Adopting a mill with a double-negative rake and pockets compatible with multiple insert geometries enabled Progressive Metal Service to increase feed and lower scrap rates for a valve.
Read More
Bringing Machining In-House to Keep up With Demand for Offroading Parts
To meet demand increases for its Ford offroad industry components, supplier RPG Offroad brought its machining processes in-house, saving the company nearly $50,000 per month. Here’s how its choice of integrated CAD/CAM software made it happen.
Read More