
Recycling System Cuts New Coolant Use in Half
Nebraska Machine Products was buying new coolant every month, racking up expenses. Eriez' HydroFlow coolant recycling system reduced new coolant costs.


Nebraska Machine Products has invested heavily in its recycling area. The forefront of this image shows the chip wringer system, and the coolant recycling system is on the raised area.

The coolant recycling system is installed on a floor above the wringer system.
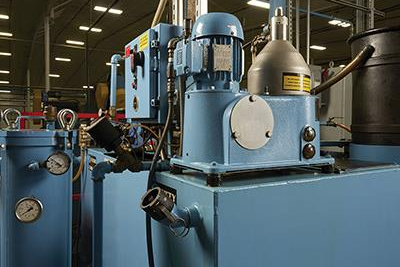
The high-speed tramp oil centrifuge sits on top of the CRS dirty tank. The centrifuge removes both free and emulsified tramp oil to 0.5 percent or less, and particulate matter to 5 microns nominal in one pass.

The coolant proportioner and controls are mounted on the CRS clean tank, which adds new lean make-up coolant to the recycled coolant. A clean-coolant distribution pump behind the proportioner pumps clean, recycled coolant via overhead piping to the shop’s machine tools.
Share












A shop’s cost-saving strategy should not focus solely on improving a machining operation’s efficiency or increasing productivity. Savings can also be found in the often underappreciated ancillary costs. For instance, Nebraska Machine Products Inc. found that using a coolant recycling system in conjunction with a chip wringer to filter and re-use water-soluble coolant helped it achieve a 50 percent savings on new coolant.
The 50-year-old, Omaha-based company employs 70 to 90 workers, and processes between 80 and 100 tons of material per month. It produces parts from aluminum, brass, plastic, carbon steel, stainless steel and super alloys for a variety of industries.



According to Vice President Mike Schlimgen, Nebraska Machine needed a way to recycle its coolant so it could reduce the amount of new coolant it had to buy every month. “We also wanted to cut back on disposing used coolant, because it’s better for the environment,” he says. “We have invested heavily in our recycling area, and the new technology has paid for itself in less than three years.”
Part of Nebraska Machine’s recycling technology is dedicated to machining of chips. The company installed the HydroFlow coolant recycling system (CRS) from Eriez (Erie, Pennsylvania), along with a portable sump cleaner and a high-speed centrifuge that work together to continually add clean coolant to the CNC machines. In fact, all 24 of the company’s CNC machines use the water-soluble coolant now, Mr. Schlimgen says. With an emphasis on recycling, the Eriez equipment has enabled the company to cut back on purchasing new coolant. For example, Nebraska Machine was using 24 drums (55 gallons each) of new coolant each year. Now, it has reduced that number to 12 drums per year by mixing the new coolant with the recycled coolant at a 50/50 rate, he says.
The company uses a chip wringer to process about 60,000 pounds of machining chips per week, Mr. Schlimgen says. This process recovers coolant and increases the scrap value of the chips. Dryness to less than 2 percent residual coolant is achieved in the chip-recovery operation.
The residual dirty coolant is pumped to the Eriez HydroFlow CRS, which features a side-by-side 200-gallon (800-liter) dirty coolant tank and a 275-gallon (1,100-liter) lean coolant tank. A mild steel bag filter housing with No. 2 pleated bags helps filter the fluid from the chip wringer so it can be discharged into the CRS dirty tank.
The company also uses a portable Eriez HydroFlow liquid-petroleum-gas-powered sump cleaner with 175-gallon (662-liter) capacity to clean out the CNC machine tool sumps. The waste coolant is then transported to the CRS for further filtering.
The CRS works in conjunction with an Eriez high-speed centrifuge to remove both free and emulsified tramp oil to 0.5 percent or less, and particulate matter to 5 microns nominal in one pass. A coolant proportioner with concentrate drum low-level sensor is installed on the clean tank of the CRS. This is used to add clean make-up coolant to the centrifuged fluid to replace any lost coolant and to top off the machine sumps.
Tramp oils that are most damaging to metalworking fluid are those that become partially emulsified or bound to the coolant, but they are necessary for effective machine tool use. According to Mr. Schlimgen, Nebraska Machine’s CNC machines are lubricated with way oil that gets mixed with water-soluble coolant during use. The tramp oil in these machines can be managed more effectively through continuous separation, thus the need for the high-speed centrifuge, he says.
The clean coolant tank of the CRS is filled with recycled coolant as well as new, lean coolant, creating a 50/50 mix of recycled to new coolant. A 1-inch female national pipe thread (FNPT) double-diaphragm air pump mounted on the clean tank pumps the recycled coolant to the CNC machines through overhead piping. The outlet of the pump has a tee fitting with 1-inch brass ball valves on each leg. One leg is plumbed to the coolant proportioner so it can pump make-up coolant through the overhead piping.
As one final checkpoint, an Eriez HydroFlow tank-side coalesce is used to remove any free-floating tramp oils in the CRS dirty tank. This small, inexpensive unit has a flow rate of 1.5 gallons (5.6 liters) per minute, Eriez says.
“We are trying to recycle as much as we can to minimize the waste stream,” Mr. Schlimgen says. “Through the Eriez HydroFlow system, we have seen a 50 percent reduction in fluid purchases and a decrease in disposal costs.”












Related Content

AFT's Semi-Synthetic Coolant Extends Sump Life
Advanced Cool 2200 provides high visibility while machining, keeping the machine and parts clean with no odor issues.
Read More
STLE Opens Registration for 2024 Annual Meeting
The Society of Tribologists and Lubrication Engineers’ 2024 STLE Annual Meeting & Exhibition will take place May 19-23 at the Minneapolis Convention Center in Minneapolis, Minnesota.
Read More
STLE Hosts Co-Branded Tribology, Lubrication Events
The 2023 STLE Tribology Frontiers Conference and Tribology & Lubrication for E-Mobility Conference will provide attendees with two opportunities to share and learn the latest tribology and lubrication engineering science.
Read More
Hennig Inc. Acquires Industrial Coolant Systems
ICS develops and field tests high-pressure coolant systems, coolant filtration systems and other machine tool solutions.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More