
Postprocessing System Eases Technology Adoption
At this aerospace manufacturer, software from ICAM minimizes time spent reworking out-of-the-box postprocessors for new machines and improves confidence in part programs.


As Valley Machine set its sights on larger, more complex aerospace work, it began integrating more sophisticated equipment such as these five-axis SNK HPS120Bs. These machines were among the first of the shop’s five-axis equipment to use postprocessors developed by ICAM.

In recent years, Valley Machine Shop has moved from cutting extrusions and other relatively simple work to more complex parts that require five-axis machining operations. This exhaust component for an outboard nacelle strut is just one example.
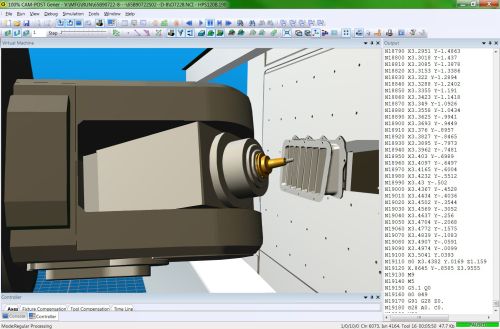
More complex motion means more possibilities for collisions and other errors. For this outboard nacelle strut exhaust component—the same part shown above—ICAM’s Virtual Machine simulation software helped avoid a collision between the toolholder and workpiece.
Share











Hwacheon Machinery America, Inc.
Featured Content
View More
Takumi USA
Featured Content
View More







Although the complex motion of five-axis machines like this SNK HPS120B opened new possibilities for manufacturing, it also made properly configuring out-of-the-box posts more difficult and time-consuming.
















Related Content

How to Successfully Adopt Five-Axis Machining
While there are many changes to adopt when moving to five-axis, they all compliment the overall goal of better parts through less operations.
Read More
4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read More
Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More