


Share












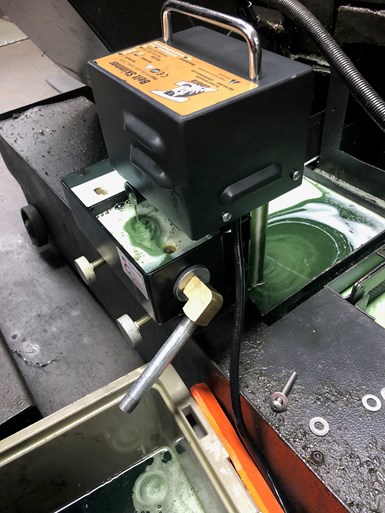
Skimmers remove the oil films that form over coolant. Unchecked, these films cut off the fluid from oxygen and enable bacteria to thrive. Photos courtesy of Zebra Skimmers.
Consider the microbe. A small bacterium isn’t terribly worrisome on its own, but when it multiplies, it can easily sicken a person — or clog a machine tool.
The oils and chemicals in most industrial coolants make sumps prime habitats for bacteria. If ignored, these bacteria can quickly spread through flowing coolant, building up in and clogging the ways and pipes — to say nothing of them spreading through oil mists and sickening machinists. The only way to remove these bacteria is to dump the coolant; flush the sump, ways and pipes with harsh cleaning chemicals (the exact kind depending on the bacteria in play); and finish by cleaning out the chemicals in a process requiring significant downtime.



Thankfully, shops can turn to a wide array of equipment to manage their coolant and prevent this situation. The specifics differ based on the type of coolant the machine uses and the types of operations the machine performs, with water-based coolants for turning and milling even supporting automated coolant management systems.
Managing Concentration
Most machine tools use water-based coolants, which use small concentrations of mineral oils to lubricate tools and keep them cool (Swiss-types are a notable exception, using straight oils instead). Managing these mineral oil concentrations requires a refractometer, which measures the refracting of light in the coolant to deliver a reading in degrees Brix. This reading indicates sugar concentrations, which increase with the richness of a coolant. Common resolutions for coolant refractometers are 0-10° and 0-32° Brix.
Coolant concentration and pH level are both vital pieces of information for ensuring the health of coolant, while proper coolant level is important for the continuous operation of the machine. Keeping track of these variables requires a robust system of sensors.
In addition to the Brix reading, machinists must keep in mind the correction factor of the coolant. Multiplying the Brix reading by this factor delivers a final “richness” estimate. For example, if the recommended coolant richness is 7 for an operation, the correction factor for the coolant is 2 and the refractometer shows a Brix reading of 5, the result (10) will already mean the coolant is too rich. Coolants that are too rich can stain parts and require more washing to remove, increasing cycle times, while lean coolant concentrations can lead to rapid tool wear and breakage.
Only the Essential Oils
Over time, oil can form a film atop water-based coolant in the sump, trapping in oxygen and enabling anaerobic bacteria to thrive. Skimmers and coalescers are common pieces of equipment for dealing with this problem.
Skimmers are motorized devices that remove oil from the top of the sump. They have historically taken three forms: discs, tubes and belts — though discs have fallen out of style due to modern sump shapes. Belts are the most common (and efficient) form of skimmer on the market today, with one-inch-wide belts pulling as much as a gallon of oil every hour, and two-inch-wide belts scaling accordingly. Skimmers should run 24/7, recommends William Burkey, president of coolant management technology provider Zebra Skimmers. He also says shops should use a skimmer at each of their pumps, because moving a skimmer between multiple sumps drastically increases the risk of introducing bacteria from one sump to the rest of the shop.

Skimmers inevitably pull some useful oils along with harmful tramp oils. Coalescers can separate these types of oil, reclaiming beneficial oils for reuse.
Coalescers are a combination of skimmer and gravity-type separator of emulsified oils. These devices filter fluids through a high surface area of polycarbonate material, breaking off the oil from the water. The oil then collects in a central cartridge, which machinists can drain with a valve. Burkey recommends including diverters with skimmers and coalescers, as each skimming operation removes some good coolant alongside unwanted tramp oils.
Operations other than milling and turning can require other types of equipment. Grinding forms a greasy powder that skimmers cannot pick up and which plugs coalescers. Centrifuges and hydrocyclones can break up this powder so it doesn’t clog filters, but both are expensive options. Unfortunately, they are also necessary for machining plastics.
Most coolants work best with a pH between 8.8 and 9.5, Burkey says. This level of alkalinity discourages corrosion and controls for rancidity while providing good cleaning action. Any higher risks pitting and staining, as well as operator skin irritation — too much lower opens the door to other forms of corrosion and provides an environment for bacteria to thrive. Certain kinds of operations require different pH levels, however, with Burkey pointing to aluminum operations that require pH levels between 7 and 8 for optimal machining. Machinists need to be careful which types of chemicals they add to adjust pH, as excessive mineral content can also affect the efficacy of the coolant. Using distilled and deionized water to top up coolant can avoid this issue.
Automation of coolant management can work as a recruitment and retention draw for machine shops.
Concentrating on Automation
Proportioning pumps simplify sump concentration and pH management, automating many steps of the coolant maintenance process.
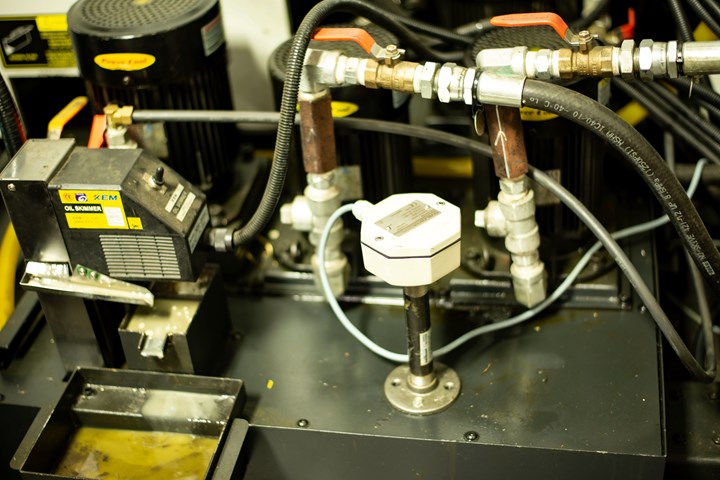
Zebra Skimmers’ Dazzle systems provide an example of this automation. The Dazzle systems use a central proportioning pump, proprietary software, sensors and a sophisticated network of pipes. Users enter the desired coolant concentration into the computer, and the system does its utmost to maintain that concentration across all connected machines. When the sensors indicate that the coolant level in one of the machines has dipped below the operating level, the proportioning pump prepares fluids at the correct concentration and sends them to refill the coolant in that machine’s sump.

Zebra Skimmers’ Dazzle system uses a proportioning pump to send coolant through pipe systems to sumps throughout the machine shop. This automates much of machinists’ coolant-related duties, freeing them for higher-value work.
While the Dazzle 1 only supports a single concentration across its connected machines, the recent Dazzle 2 supports different concentrations for different machines. Making use of this expanded capability requires the installation of a refractometer for each machine. These refractometers take Brix readings from each sump, storing them in a database. Based on these readings, the central proportioning pump mixes coolant concentrations custom to each sump and sends the coolant through the pipes via air pressure.
The addition of the refractometer makes the Dazzle 2 more expensive than its predecessor, but Burkey says that keeping the coolant in concentration across machines leads to marked improvements in efficiency, especially as ideal concentrations differ even between operations on the same machine — roughing vs finish milling serving as a key example. Burkey says that his company’s customers report up to 80% coolant savings and over 80% savings on CNC tooling with the Dazzle 2. This level of savings quickly amortizes the higher upfront cost, with multiple Dazzle 2 customers also reporting full returns on investment in under a year.
Machinists can operate the Dazzle control software through internal networks or the internet, and the central proportioning system can be anywhere in the shop so long as pipes connect it to machines on the shop floor. This means most machinists won’t need to spend much hands-on time with the coolant, instead spending more time working on the machine. Burkey says this automation of coolant management has worked as a recruitment and retention draw for shops using the system — an unintended consequence, but a welcome one.








Related Content

Using the Toolchanger to Automate Production
Taking advantage of a feature that’s already on the machine tool, Lang’s Haubex system uses the toolchanger to move and store parts, making it an easy-to-use and cost-effective automation solution.
Read More
Investing in Automation, Five-Axis to Increase Production Capacity
To meet an increase in demand, this shop invested heavily in automation solutions and five-axis machines to ramp up its production capabilities.
Read More
Four-Axis Horizontal Machining Doubles Shop’s Productivity
Horizontal four-axis machining enabled McKenzie CNC to cut operations and cycle times for its high-mix, high-repeat work — more than doubling its throughput.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read MoreRead Next

AI Chip Flushing Keeps the Lights Out
Swiveling, camera-guided coolant nozzles solve a CNC machining automation problem that is ideal for artificial intelligence (AI).
Read More
Bio-Based Machining Fluids Improve Efficiency and Tool Life
New bio-based machining fluid formulations improve tool life and productivity without troublesome films and foams.
Read More
High-Pressure Coolant System Reduces Cycle Time More Than 6 Hours
A suite of systems from LNS has enabled Velco Tool & Die to reduce cycle times and increase its throughput.
Read More