
Grinder Offers Precise, Single-Setup Production
Studer’s S33 cylindrical grinding machine from United Grinding Technologies provides rigidity and precision along with the flexibility to complete multiple operations in a single setup.

Joel Schoening, grinding technician and lead man, checks the shoulder probe on the Studer S33. The part held between centers is a 16-inch-long shaft with nine different grinds, all of which can be performed in only two setups.
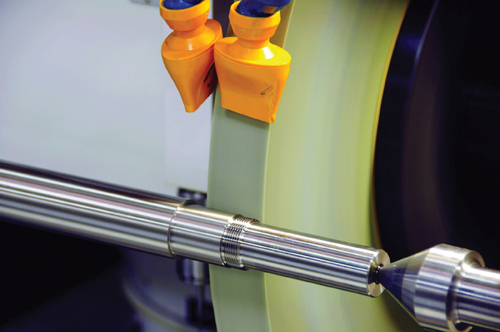
With the S33, the shop can hold 50 millionths concentricity between this 16-inch shaft’s nine diameters, which range in size from 0.75 inch to 1.5 inches.
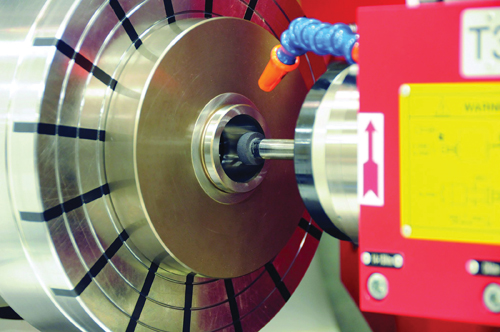
The ability to perform external grinding, internal grinding (shown here) and face grinding in a single setup enables the shop to consolidate operations that previously would have required multiple machines.
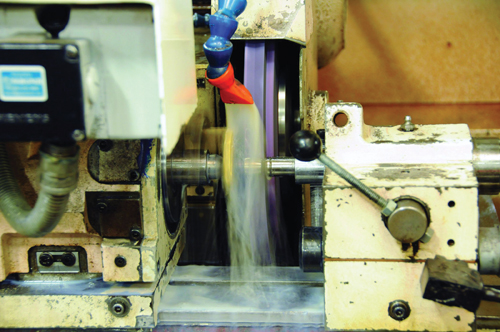
After more than 20 years, the shop’s S20 still is still capable of meeting precision requirements that range from 0.0001 to 0.0004 inch.

Harlen Gibbs, operations manager at Minnesota Grinding, says the S33 has made the shop more productive and competitive.
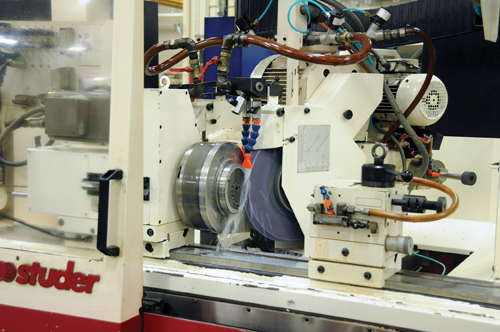
Minnesota Grinding’s new S33 joins three other Studer machines on the shop floor: an S20 and two S40s. Note the angle of the wheel in this close-up of the workzone of one of the latter machines.
Share
























Related Content

5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
How to Successfully Adopt Five-Axis Machining
While there are many changes to adopt when moving to five-axis, they all compliment the overall goal of better parts through less operations.
Read More
Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More