
Damped Tools Enable Complex Boring, Milling Operations
S&K Machine needed cutting tools that could complete complex boring and milling operations without chatter. Sandvik Coromant’s Silent Tools line fit the bill.

The shop has been using Silent Tools from Sandvik Coromant since the line was introduced in the early 1980s, so components others might consider impossible have become standard, it says.

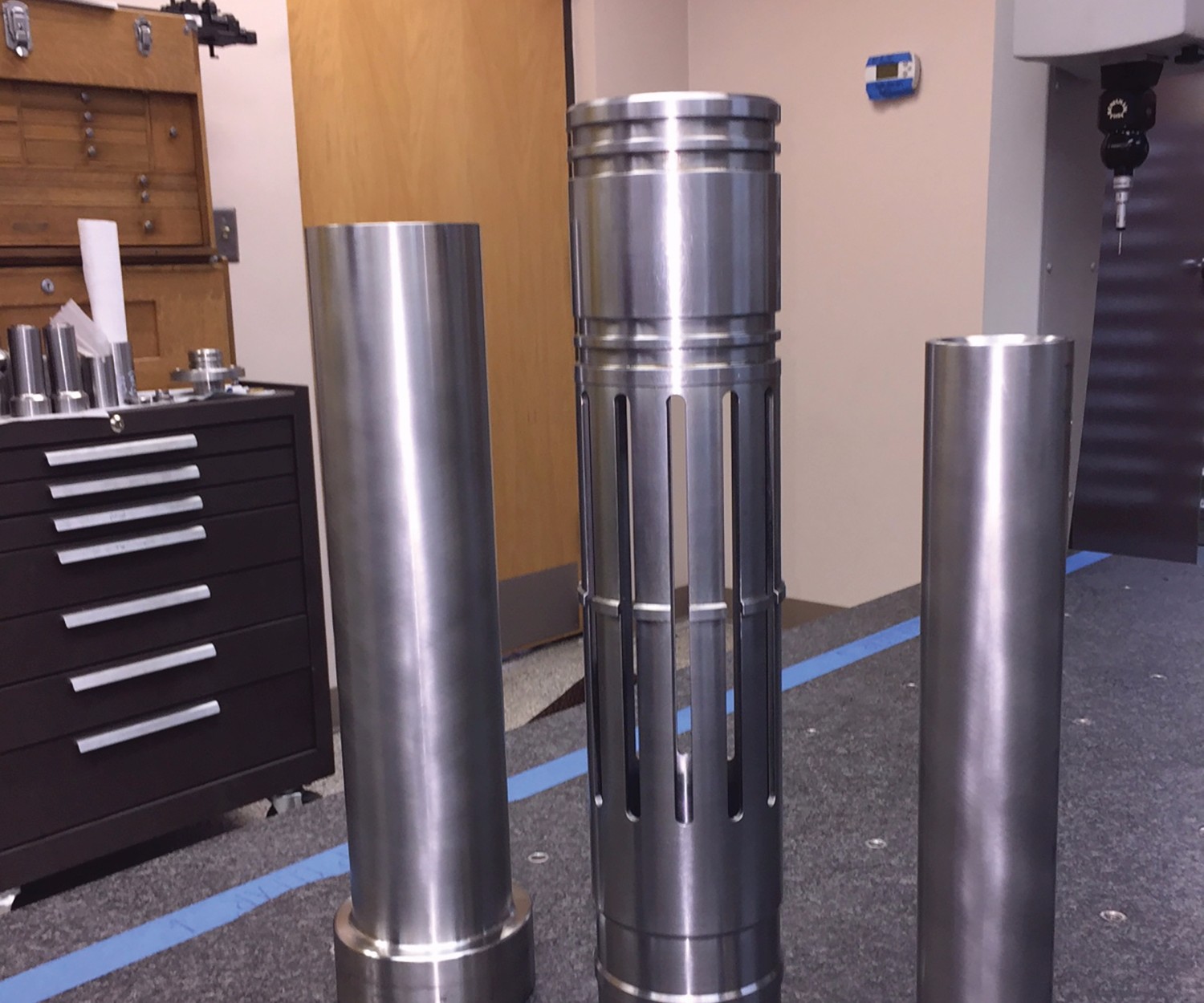
S&K takes on many jobs that require complex boring and milling operations, such as manufacturing this component with thin walls and interrupted cuts.
Soon after coming to the United States from Syria, Albert Shahinian met Sam Korologos while working at a machine shop. The two decided to start their own machine shop and founded S&K Machine Inc. together in 1981.
Share





















Persistent chatter can be a very difficult manufacturing issue to solve. Machining shops have turned to solutions such as reducing spindle speeds, increasing the feed rate, taking a heavier depth of cut, changing the nose radius or geometry of the insert, welding steel to the boring bar, wrapping rubber bands around the outside of the part, sticking strips of lead under the toolholder screws, and more, but these efforts are often not enough. S&K Machine Inc. of West Jordan, Utah, decided to solve its tool-chatter issues by using damped tooling from Sandvik Coromant Inc. (Fair Lawn, New Jersey). This tooling has enabled S&K to take on jobs that require complex boring and milling operations with tight tolerances and finish requirements.
S&K Machine Inc. was founded 36 years ago by Sam Korologos and Albert Shahinian. Today, the company employs 18 people and features a variety of machines on its 18,000-square-foot production floor. Its 18 DMG MORI CNC machines include a 40-horsepower, 15-inch-chuck SL-403 MC lathe with C and Y axes; several NMV-5000 five-axis machining centers; and an SH-633 horizontal machining center with a 2,620-pound (1,200-kilogram) table capacity. It also has traditional CNC lathes and mills, including an SL-603 with 90.6 inches (2,300 mm) between centers and a 10.8-inch (274-mm) spindle bore. These machines have helped the company make a name for itself manufacturing complex parts out of alloy steels, cast iron, 300- and 400-series stainless, magnesium, A36 plate, Inconel, and Zeron 100 for the oil and gas, aerospace, firearm, and medical industries.



Many of the parts the company makes require hole boring. For example, one part is made of 48-HRC 4140 steel and requires a 22-inch-deep hole with an internal diameter of 4.3 inches and an external diameter of 3.97 inches. It also requires milled slots, diametrical tolerances of ±0.001 inch (0.025 mm) and a surface-finish requirement of 32 Ra. This may sound difficult to accomplish, but according to Mr. Shahinian, “It’s a typical part for us.”
To tackle complex boring operations like this and make them standard for the company, Mr. Shahinian says the shop uses damped tools from Sandvik Coromant’s Silent Tools line. These tools are designed to reduce vibration and thus chatter, which increases productivity. This is accomplished via high initial dynamic stiffness coupled with a tuned-mass damper system inside the tool body. These features are designed to minimize vibration in longer overhangs (greater than 7×D in turning) and improve productivity in shorter overhangs (4-7×D in turning). The damped tools are also designed to improve process security through stable and vibration-free cutting, improve surface finish by eliminating chatter or witness marks, and reduce cost per component by increasing productivity. The company began using the line of tools when Sandvik introduced it in the early 1980s, and S&K’s tool crib now has “at least three” of every size boring bar and head available, Mr. Shahinian says.
S&K also has used these damped tools to machine 1.8750-inch-diameter by 17.2500-inch-long bores (47.6 by 438.0 mm) in hardened 17-4 PH and Hastelloy G30 parts with 3.250-inch-diameter holes that are 20.187 inches deep (82.5 by 512.7 mm).
And the company has not limited its use of Silent Tools to turning—it also has started using an adapter from the line on its milling operations. It recently used the adapter on a milling cutter with a 16-inch overhang to machine an A36 plate component. According to Mr. Shahinian’s son Raffi Shahinian, chief operating officer, there was no cutting chatter, and the cycle time was reduced by half compared to using the previous method. “We used a 0.3-inch (7.6-mm) Z-axis stepdown at 36 ipm (279 mm) and 800-sfm cutting speed,” he says. “Everyone was amazed at how fast we could go with that much sticking out of the spindle.”
The senior Mr. Shahinian says the company has been using Sandvik Coromant tools for more than 30 years and is not going to change that practice any time soon. “Every day there’s something different in this business, with new types of tooling, machining approaches and so on to stay on top of,” he says. “It’s nice to know we can count on Sandvik Coromant for help with that. We’ve always had great support from them.”












Related Content

Nidec Universal Head Enables Versatile Machining
The compact universal head enables better accessibility between the tool and the workpiece, as well as improved surface-finish quality, greater motion range and high-efficiency machining under ideal machining conditions.
Read More
Emuge-Franken End Mill Wins ANCA's Tool of the Year Award
Emuge-Franken received the award for its specialized tool based on the new Cera-Cut end mill design.
Read More
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More