
Cutting Tool Technology Aids Lights-Out Machining Applications
These features can help improve cutting tool stability, standardize cutting performance and extend tool life, enabling shops to confidently run unattended shifts.

Share




Takumi USA
Featured Content
View More
















As shops look to expand capacity, they are increasingly turning to lights-out machining instead of adding machines, employees or shifts. By using overnight and weekend hours to produce parts with no operators present, shops are able to get more production out of their existing machines. But unattended machining can be risky — if a machine or cutting tool were to fail with no one around to quickly address the situation, the results could be costly.
In order to successfully transition a production process from attended to unattended machining, shops should reconsider every aspect of the process and optimize it for lights-out production. This new process might require new equipment, such as the addition of automation for loading and unloading the machine in the form of bar feeders, machine-tending robots or pallet systems. Machine monitoring software can provide data and insights into the process that can drive optimization. Chip and coolant management systems need to be robust enough to continue working through unattended shifts. But one aspect machine shops might overlook when building a lights-out machining process is cutting tools.



To be suitable for lights-out machining, cutting tools must be stable, with a predictable, long tool life; there are no operators available to check if the cutting tools are broken and replace them if needed. When building an unattended machining process, shops can address this need by implementing a tool monitoring system along with the latest cutting tool technology. Industry 4.0 connection, specialized design features, advanced materials and coatings, high-quality toolholders and high-pressure coolant can all benefit lights-out applications.
Cutting tools and toolholders on display in “IMTS spark showcase these features, allowing shops to confidently run parts unattended. These five tool characteristics and their corresponding examples are not a comprehensive list, but they represent trends and important considerations for shops as they move toward lights-out machining.
Self-Adjusting Cutting Tools

Big Kaiser’s EWA68 is a closed-loop boring head using in-process measurement data to automatically compensate for cutting edge wear.
Self-adjusting cutting tools provide the ultimate process security. These tools use data from in-process measuring systems (such as touch probes, in-process bore gages and offline measuring systems) to automatically adjust as the tool’s cutting edge wears, ensuring that parts remain in tolerance without the intervention of an operator.
Big Kaiser’s EWA68 closed-loop boring system is an example of this type of tool. The fully automatic fine boring head receives in-process measurement data and automatically compensates for cutting edge wear, resulting in less scrap, improved accuracy and time savings, as well as allowing even fine boring to run unattended.
Cutting Tool Design Features to Increase Stability, Improve Chip Evacuation
Certain design features can also help improve the stability and life of cutting tools. Insert thickness and embedding can reduce chatter and improve stability, while chipbreakers can help evacuate chips and remove heat from the cutting tool, which can all help improve process security.

The thickness of YG-1’s High-Feed Mill 4 small-diameter cutting tool inserts enable them to clamp more securely to the tool, increasing predictability and tool life in difficult applications.
YG-1’s High-Feed Mill 4 series of small-diameter cutting tool inserts for die/mold, power generation and other machining applications have a number of features that improve tool life. According to the company, the thickness of these inserts allows them to clamp more securely, ensuring predictable and secure machining and longer tool life in difficult applications. The inserts also have a positive rake angle that improves chip evacuation and reduces machining load, which also improve tool life. They have a corner protection design that’s said to further enhance rigidity and increase tool life when combined with the company’s optimized chipbreaker geometry.
Optimized insert embedding also contributes to the process reliability of Hoffman Group’s Garant Power Q Double all-rounder high-feed milling tool. A three-part cutting-edge guide consisting of a wiper cutter, straight cutter and finishing cutter helps provide stability, reduced cutting forces and optimal chip evacuation. The wiper cutter is said to deliver good surface quality in roughing mode; the straight cutter permits high feed rates at maximum cutting depths; and the small finishing cutter forms short, tightly rolled chips, preventing chip blockages in the milling system even when ramping. The inserts are solidly screwed into the tool body and secured by a dovetail profile against floating. Tool bodies are also protected against corrosion and chip impact by a hard nickel coating.
Cutting Tool Materials and Coatings
For unattended machining, shops should also consider the material and coatings of the cutting tools. Cutting tools that have materials and coatings that are optimized for the workpiece material can resist heat and wear better, extending tool life.

Star SU’s solid carbide gundrills are made with carbide grades and coatings to improve tool life when machining tough materials for medical applications.
Star SU’s solid carbide gundrills, which are designed for medical machining, have carbide grades, surface finishes, edge preparations and coatings that the company reports have improved tool life when machining the tough materials, including titanium (6Al-4V) and 440 stainless steel, that these applications require. The gundrills have a two-piece design in which the tip and body are a single piece of carbide brazed into the driver/shank, while the flute is ground down the length of the head and body. The rigid tools are also equipped with high-pressure coolant delivery capabilities, with coolant delivery holes available.
ST4 grade carbide inserts from NTK Cutting Tools are designed to be tough PVD-coated tools. The thick CrAlN coating is said to provide high hardness and oxidation resistance, solving issues related to machining materials such as 304SS, 17-4PH and nitinol. The company says that high speed machining applications with ST4 have shown stable machining, excellent surface finishes, and extended tool life. The coating is combined with NTK's chipbreakers for long tool life when front turning, back turning, grooving, cut off and ID turning.
Scientific Cutting Tools’ line of spotting drills are a part of the company’s Specialty Tools group, which includes helical chamfer mills, engraving tools and corner rounding end mills made from premium submicron carbide. The company offers an AlTiN coating for extended tool life.
Toolholders
Shops should also take another look at their toolholders when building a lights-out machining process. Toolholders can have a significant impact on tool life by reducing chatter and runout, and maintaining balance.
Techniks’ Triton line of hydraulic chucks features a hydraulic reservoir around the bore, which provides vibration-damping properties. This can reduce chatter in the cut, improving surface finish and enhancing tool life. A thicker wall construction and more compact hydraulic design concentrate the clamping force on the tool shank, increasing holding power as much as 400% when compared to standard hydraulic chucks. The increased holding power enables the chucks to be used for heavy milling applications in addition to more typical operations like drilling, reaming, thread milling and finish milling.

Shrink-fit toolholders, such as Haimer’s Power Clamp i4.0 NG coil shrinking station, can help improve tool life by ensuring runout accuracy, balance integrity and taper accuracy.
Shrink-fit toolholders can also help improve tool life by ensuring runout accuracy, balance integrity and taper accuracy. Haimer’s Power Clamp i4.0 is an NG coil shrinking station suitable for all solid carbide and high speed steel (HSS) tools. The machine has a motorized coil and scanner that reads out shrinking parameters from data matrix codes for reliable, automated shrinking. The Power Clamp i4.0 series offers various options, including the compact Power Clamp Air i4.0 and the Nano NG i4.0. The Power Clamp Air i4.0 provides smooth and clean cooling for all kinds of shrink-fit chucks and collets, regardless of the outside contour, using air nozzles and drizzle without dirt and water residue, the company says. An LED temperature control contributes to process reliability. The Power Clamp Nano NG i4.0 was developed for shrink-fit collets and small toolholders ranging to size HSK-A63. With this machine, the shrinking process is horizontal, with a fully automated motor coil and air cooling.
High-Pressure Coolant
High-pressure coolant can also aid lights-out machining processes. By cooling the cutting zone and flushing chips out of the cut, it can also help improve tool life.
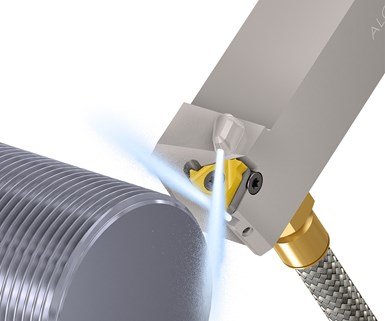
ALCN external thread turning toolholders from Vargus have two high-pressure coolant outlets to cool the top and bottom of the insert and improve chip control and flow, which can help extend tool life.
Vargus USA’s ALCN line of external thread turning toolholders have high-pressure coolant capability. The toolholder features two precise high-pressure coolant outlets that cool down the top and bottom of the insert. The outlets are designed for high-pressure coolant ranging to 70 bar. With accurate coolant delivery, the cutting-edge temperature is dramatically reduced, thereby increasing tool life. Additionally, the coolant through function improves chip evacuation for better chip control and flow. The toolholder also features three coolant inlets. One bottom inlet and the back inlet are designed for standard screw connection. A nickel coating improves wear resistance and corrosion protection.
The W&F linear unit from Horn USA has coolant management capabilities, and is compatible with toolholders with or without through-coolant ports. The machine-specific units accept high-pressure coolant without external high-pressure coolant lines for individual tooling positions that handle more than 1,000 psi. The use of high-pressure coolant helps prevent problems associated with stringy chips, improving chip management.
Allied Machine and Engineering’s T-A Pro drill combines material-specific insert geometries and a redesigned drill body with a coolant-through system. The coolant outlets are designed to direct maximum flow to the cutting edge, providing quick heat extraction even at high cutting speeds. Material-specific insert geometries provide effective chip formation, while the drill body’s straight flutes maximize coolant flow and maintain rigidity.
Robots and Autonomy Correspondent

Julia Hider
Julia Hider graduated from Ohio State University in 2014 with a B.A. in journalism, and joined Gardner Business Media as an assistant editor with Modern Machine Shop in 2017. She has served as an editor on several Gardner Business Media brands, including Production Machining and Additive Manufacturing Media. She is currently a senior editor for Modern Machine Shop as covering robotics for all Gardner Business Media brands.








Related Content

4 Steps to a Cobot Culture: How Thyssenkrupp Bilstein Has Answered Staffing Shortages With Economical Automation
Safe, economical automation using collaborative robots can transform a manufacturing facility and overcome staffing shortfalls, but it takes additional investment and a systemized approach to automation in order to realize this change.
Read More
Four-Axis Horizontal Machining Doubles Shop’s Productivity
Horizontal four-axis machining enabled McKenzie CNC to cut operations and cycle times for its high-mix, high-repeat work — more than doubling its throughput.
Read More
Same Headcount, Double the Sales: Successful Job Shop Automation
Doubling sales requires more than just robots. Pro Products’ staff works in tandem with robots, performing inspection and other value-added activities.
Read More
Managing Coolant with Skimmers, Refractometers and More
Bacteria-infected coolant harms machines and sickens machinists. Coolant management technologies like skimmers and automated systems counter this tendency.
Read MoreRead Next

How Machine Tool Dynamics Could Become a U.S. Supply Chain Strategy
A collaborative agreement being overseen by the U.S. Department of Energy involves a deceptively simple test — a test that could radically increase throughput of the United States’ existing base of CNC machine tools.
Read More
Eliminating Human Error with a Closed-Loop Boring Bar System
Rigibore’s ActiveEdge boring bars and Zenith system automatically adjust based on in-process measurement data, reducing scrap and aiding in lights out machining.
Read More
Modulated CNC Turning: How a Reversal in the Tool Path Can Deliver Greater Cutting Speed
UNCC researchers introduce modulation into the tool path. Chip breaking was the goal, but higher metal removal rate is an intriguing secondary effect.
Read More