

.jpg;width=70;height=70;mode=crop;format=webp)
Share













The chuck jaws used in this turning operation were previously machined, but carried more weight and clamped with more pressure than necessary. Now, APG’s sister company uses 3D printed jaws more optimized to this process.
When Alpha Precision Group (APG) of Ridgway, Pennsylvania, added its first metal 3D printer in 2018, its dual aims were to experiment with this technology as a means of iterating parts destined for metal injection molding (MIM) and to be able to create more durable workholding fixtures for CNC machining.
One of the first applications the company found for metal 3D printing has proven to be a valuable business opportunity, both for serving internal needs of its sister machining business and now, those of outside customers as well.



APG has developed a chuck jaw workholding assembly for turning cam gears that it now 3D prints as an alternative to a legacy solution. It has since patented the design and is currently offering 3D printed chuck jaws for sale to external users as well.

APG’s sister company utilizes the 3D printed chuck jaws in a turning process on a DMG MORI lathe tended by a FANUC robot.
Lightweighting with Bound Metal Deposition
The original workholding solution for these cam gears consisted of legacy jaws machined from mild steel. While effective, the chuck jaws were heavier than they needed to be, weighing 2,100 grams in total. More clamping pressure was therefore needed to offset the potential reduction in clamp force due to centrifugal force created as the chuck and part spin during the turning operation. These conventional jaws often clamped the gear so tightly that it deformed the part and interrupted its circularity.
Using its first metal 3D printer, a Studio system for bound metal deposition (BMD) from Desktop Metal, APG embarked on a redesign aimed at lightweighting the chuck jaws.
Bound metal deposition applies polymer filament carrying metal powder to build up green metal forms, similar to any desktop fused filament fabrication (FFF) printer printing in polymer. To arrive at fully metal parts, however, the BMD prints must be debound and then sintered. Some shrinkage happens during this step which has to be accounted for in the design, similar to MIM. Bound metal deposition offers an accessible way of 3D printing in metals due to its lower cost and reduced safety concerns compared to other methods. It also provides more geometric freedom than machining, which was critical to this application.
APG was able to reduce the amount of material in the chuck jaws by using lattice structures inside the forms, and by bridging between features rather than building solid walls. This chuck jaw redesign resulted in a lighter workholding solution, allowing for clamping pressure to be reduced from 30 to 15 psi, mitigating the deformation challenge.

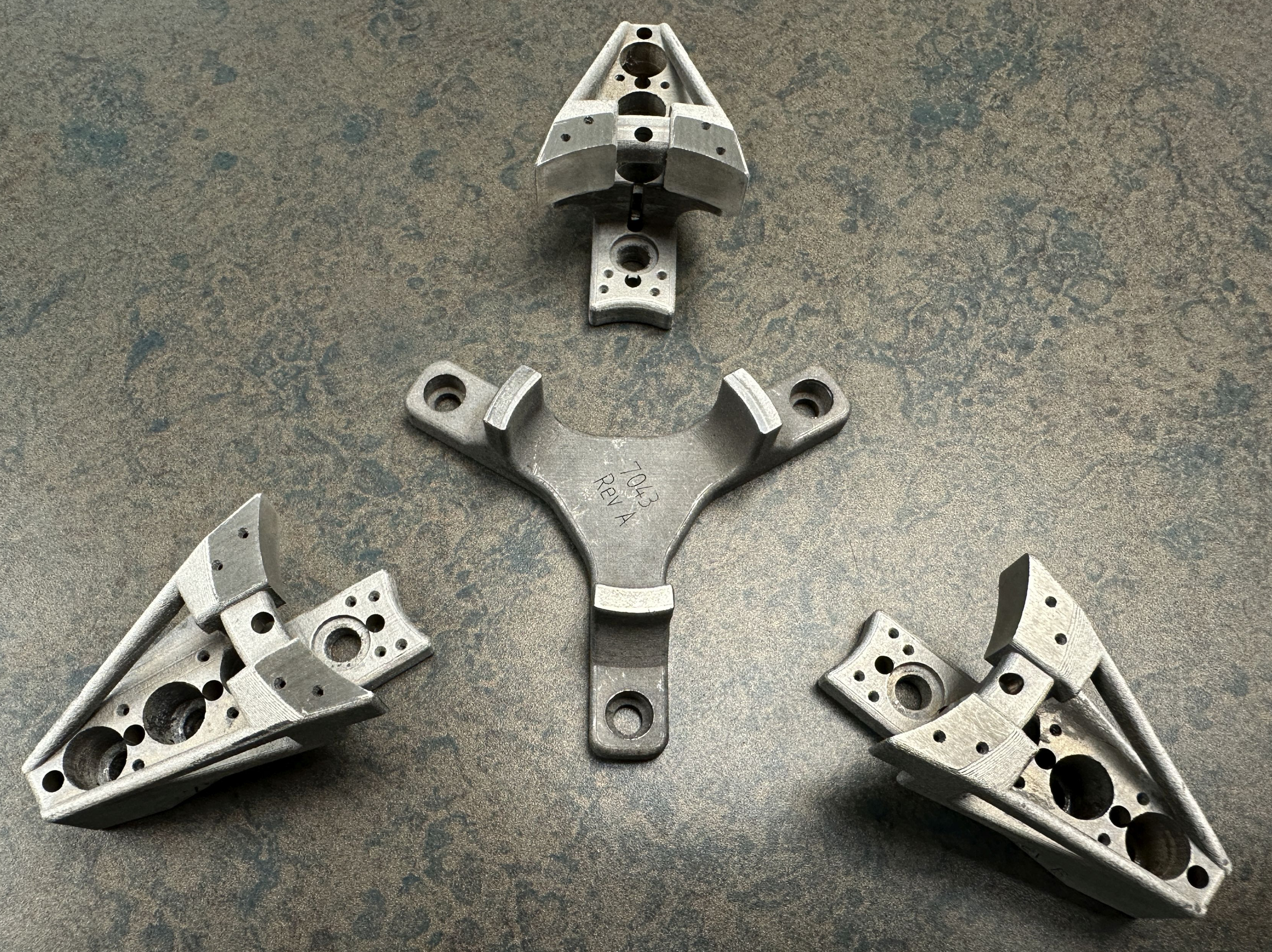
APG first 3D printed the chuck jaws using its Studio system from Desktop Metal (on the table to the right). The company was able to further optimize the design and produce the jaws more quickly by adapting them for production on the Dominant Moldjet system from Tritone Technologies (left).
Further Optimization with Moldjet
APG took this concept further when it acquired its Dominant 3D printer, a machine from Tritone Technologies that uses a proprietary 3D printing process called Moldjet. Rather than building the geometry directly, the Dominant machine 3D prints wax molds that are then filled with a metal paste material. Each layer is dried and inspected before the next mold is printed and construction continues. Following printing, the wax is melted away from the build before parts are removed from the machine to be sintered. The process is highly productive, with up to six build trays running at once inside the carousel system. Further, the process — with the mold that is built as the part is built — enables even more complex geometries than deposition-style 3D printing, which APG was able to leverage to develop an even more complex and efficient design.
APG iterated the chuck jaws again, this time optimizing them for manufacturing with Moldjet and further reducing the material used. The Moldjet version of the chuck jaws weigh just 492 grams, a weight reduction of nearly 77% compared to the original. This new design saves material in the manufacturing of the jaws, and actually aids productivity, because it allows the turning operation to run at a faster spindle speed.
Cycle time impact is not large for APG’s cam turning application, the company says, because the brief cut on this part makes acceleration and deceleration the more important factor. But a promise the company sees for customers of the chuck is higher sustained spindle speed without clamping force reduction.
The Moldjet-produced chuck jaws are 77% lighter than the original machined solution and prevent deformation on the part with reduced clamping pressure.
Learn more about how Alpha Precision Group uses BMD, Moldjet and binder jetting in tandem with conventional metal injection molding (MIM) and other technologies in this article.
See how the Moldjet process works and other applications APG is finding for this technology in this video, shot on-site at the company’s Ridgway facility.
More From This Author
.jpg)
Stephanie Hendrixson reports on 3D printing technology and applications as executive editor of Additive Manufacturing Media. She contributes to Additive Manufacturing magazine and The BuildUp newsletter, and appears on the AM Radio podcast and The Cool Parts Show. SUBSCRIBE HERE.








Related Content

Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
Form Tapping Improves Tool Life, Costs
Moving from cut tapping to form tapping for a notable application cut tooling costs at Siemens Energy and increased tool life a hundredfold.
Read More
Fixturing Castings Made Simple Through Adhesive Workholding
When a casting proved too malleable for traditional gripping, Thomas/Euclid Industries adopted — and succeeded with — Blue Photon adhesive workholding.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read MoreRead Next

Metal AM System Revs Up Prototyping for Start-Up’s New Engine
The Desktop Metal Studio System demonstrates time and cost savings in prototyping and improving the parts for Lumenium’s IDAR engine.
Read More
How Do Binder Jetting and Multi-Laser Powder Bed Fusion Match Up?
Both metal 3D printing processes are ready for production, but which wins out for speed and cost? Research from The Barnes Global Advisors offers a case study.
Read More
10 Ways Additive Manufacturing and Machining Go Together and Affect One Another
Forget “additive versus subtractive.” Machining and metal additive manufacturing are interconnected, and enhance the possibilities for one another. Here is a look at just some of the ways additive and machining interrelate right now.
Read More