

Share









Takumi USA
Featured Content
View More
Hwacheon Machinery America, Inc.
Featured Content
View More










A donut-shaped machine tool component called the AKZ FDS adapter illustrates the increasingly intricate links between additive manufacturing (AM) and CNC machining.
A version of this article was our cover story in the December 2022 issue of Modern Machine Shop. If you are arriving here from that issue, scroll down to find links to articles and video related to each of the 10 points in this piece.
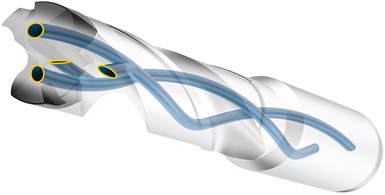
The adapter is part of a high-end machining center from DMG MORI capable of not just cutting operations such as milling and drilling, but also grinding within the same machining cycle. The adapter’s purpose is to redirect coolant to the engagement area of a full-size grinding wheel, which needs very different coolant flow placement and flow shape relative to the smaller-diameter milling and drilling tools used in the same spindle.




DMG MORI’s DMC 125 FD duoBLOCK machining center capable of precision grinding delivers coolant effectively for operations using a grinding wheel thanks to an adapter component made through laser powder bed fusion additive manufacturing. This photo and the drawing below courtesy of DMG MORI.
The adapter’s internal coolant passages used to be made via machining. These passages were intersecting holes drilled at different angles, and drilled precisely enough to connect inside the part to create the direction-changing course around the annular shape. The holes were then sealed off at the surface of the part. In all, 46 sealing points were involved. The result was assembly work for all this sealing plus the risk of leaking if any of these seals should fail over time.
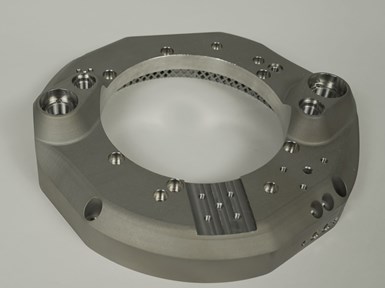
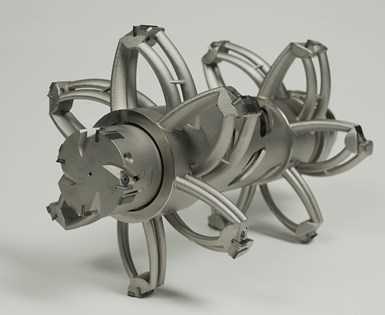
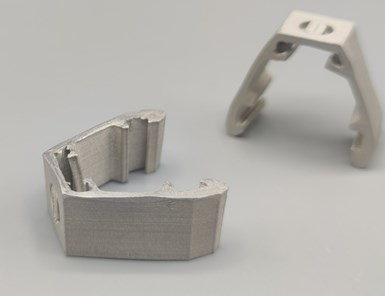
Here is the 3D printed adapter. Because this part is now made additively, what used to be an assembly of 71 components now is an assembly of five. Learn more about the design and manufacture of this 3D printed machine tool component.
But now the adapter is made in a way that reduces assembly work and ensures tighter containment. Additive manufacturing, via laser powder bed fusion 3D printing (LPBF) in 316L stainless steel, allows the body of the adapter to be made in a single piece, with internal coolant channels all grown into the solid part. What used to be an assembly of 71 components now is an assembly of five, thanks to all the assembly consolidation into this 3D printed piece, and leaking out of the main body of the adapter is essentially impossible now. In addition, coolant flow is improved because 3D printing allows for contoured, optimized passages, not straight holes joining at corners. Plus, the new version of the part is lighter; lattice forms in regions of the component where solid material is not needed realizes a weight reduction of about 50 percent.
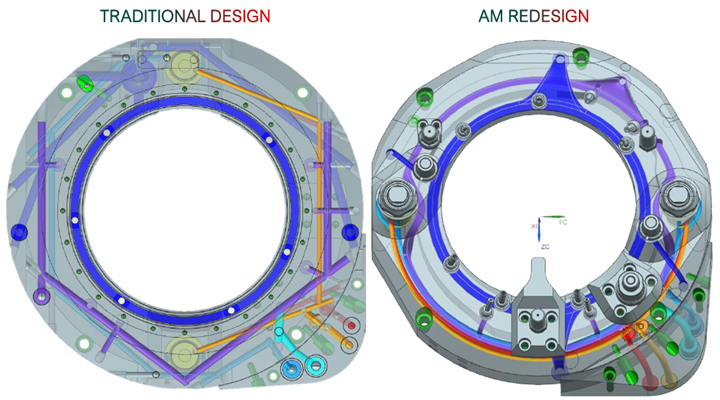
Channels for coolant delivery are now grown within the solid part, rather than being drilled from outside then sealed.
So, is the AKZ FDS adapter a case of additive manufacturing triumphing over machining? It’s not that simple. The adapter still gets machined. 3D printing delivers advantages related to internal passages and part weight, but it cannot deliver a completed part; critical tolerances for mating surfaces and fastening holes are still achieved through milling and drilling.
Is this part an example of 3D printing making what used to be a complex subassembly an easy part to produce? It is not even that, company engineers say, because realizing an efficient process based on additive manufacturing involved its own process engineering. In addition to providing for the downstream machining operations, another challenge was quickly removing loose metal powder from the within the part’s channels after 3D printing. (Part of the fast, reliable system the company found for doing this involves a 3D printed vacuum attachment custom-made for this part — more in this video.)
All of this is valuable to consider because of what it shows about the place additive manufacturing, particularly in metal, is finding relative to machining. In the case of the AKZ FDS adapter, additive manufacturing does all of this: It enables more capable machining by improving the design of a machining center; it replaces machining by realizing a part design superior to what machining alone was capable of producing; and it relies on machining, because 3D printing alone can’t attain the necessary tolerances. All this is true at once. Meanwhile, additive manufacturing achieved a solution that is simpler in some respects, while also entailing a sophisticated process.
I have devoted what has now come to be an extensive passage of my career to considering both of these realms. For the past ten years, I’ve simultaneously written for both Modern Machine Shop and its sister brand Additive Manufacturing. AM technology has advanced rapidly during this time, but machining technology has advanced as well. Each serves a broad range of needs, and a different range of needs. Yet there is an extent to which these two broad ranges touch one another, and overlap. Additive manufacturing is interacting with machining in various ways. Gone is the expectation that they would pervasively compete with one another, and that additive either would or would not displace machining. They do compete to some extent. But to a much greater extent, they are interrelated, serving one another, and combining to expand what manufacturing overall is able to do.
It is worthwhile to take stock of this. Again, additive manufacturing has advanced quickly, and part of that advance has been to advance machining — not just in a case like the adapter, but also more broadly in cases such as cutting tools made through 3D printing.
How are machining and additive manufacturing now interacting with one another? What follows are ten answers to that question — ten links between machining and additive that we have explored in coverage from MMS and AM.
1. AM Is Making Cutting Tools More Capable
Additive manufacturing allows smaller tools to include effective through-tool channels for coolant delivery. Modular through-tool-coolant drills from Kennametal in sizes 10 mm diameter and smaller are made via laser powder bed fusion. Photo: Kennametal.
Additive manufacturing brings new possibilities to cutting tools for machining. Those possibilities apply to both big and small tools, as the two photos of cutting tools illustrate. Both tools come from Kennametal. For a small tool, AM offers a way to get through-tool coolant channels into a narrow tool body. The company’s KenTIP FS line of modular drills in sizes 10 mm in diameter and smaller are made additively through (LPBF). Drills with such a small cross section previously offered no practical way to machine precise internal passages into the body. With AM, the passages do not have to be machined; they are grown inside as part of the 3D printing, and they can follow a curving path that is conducive to efficient coolant flow.
Additive manufacturing brings lightweighting to large-diameter tools, such as this 3D printed tool for machining the stator bore of an electric car motor. A more advanced version of this tool is now in use in production manufacturing of electric vehicles.
Meanwhile, the large tool is for precisely machining stator bores for the motors of electric vehicles. In this case, additive manufacturing is important for realizing a sufficiently lightweight tool. The length and cutting diameter needed to machine the large stator bore results in a large tool. If this tool had been produced conventionally from solid steel pieces, it would have been too massive for use in the toolchangers of established machining centers used in automotive production. But using 3D printed geometric forms to reduce the mass, combined with polymer composite in place of metal for the shaft of the tool, together delivered a weight savings of 40 to 50% compared to what a conventional tool at this size would have required, Kennametal says. Reducing tool weight is valuable even in cases where the toolchanger is not a potential limiting factor. Less mass means less energy used to accelerate the tool up to full rotational speed during machining, and therefore less cost.
[Read: 3D Printing Lightweights Large Cutting Tools]
2. Design for AM Involves Design for Machining

The post on the as-printed form of this implant made through LPBF exists only to simplify machining. A chuck clamps on this feature, which is machined away once other machining operations are done.
The photo here shows another part developed by DMG MORI. The company makes both metalcutting machine tools and metal additive manufacturing systems (both laser powder bed fusion and directed energy deposition), placing its team members in good positions to explore tactics for using additive and machining in harmony. On this 3D printed medical implant, a cylindrical post is added to the form that is 3D printed. This adds material and adds additive build time, but the payoff is much easier machining to complete the part. The part would otherwise be difficult to hold and locate, but the post provides a feature that the chuck of a turn-mill machine can readily hold for a rapid machining cycle within this machine tool type. The cylinder is then machined away as one of the final steps of that cycle.
The photo illustrates a significant point: Design for additive manufacturing is to a considerable extent design for machining. Production metal parts made additively can have organic, intricate forms that perhaps could not be realized in any other process, but those parts almost always will need machining to get to their final tolerances. An effective additive process needs to anticipate how the part will be held in the machine tool that will complete the part — so to an extent, machining is part of additive manufacturing, and machining knowledge is part of what is necessary to design and engineer the additive build effectively.
[Read: Machining Additively Manufactured Supports: The Tool’s Perspective]
3. Laser Powder Bed Fusion Entails a Sequence of Machining Steps
 Machining capabilities needed for metal part production via laser powder bed fusion AM include wire EDM for separating parts from the build plate. The machine seen here from GF Machining Solutions is specifically designed for AM applications.
Machining capabilities needed for metal part production via laser powder bed fusion AM include wire EDM for separating parts from the build plate. The machine seen here from GF Machining Solutions is specifically designed for AM applications.
Another capability needed for laser powder bed fusion: milling to resurface build plates.
Machining for metal additive manufacturing goes beyond just finishing the 3D printed part. LPBF is arguably the most widely used and best established process for making metal production parts additively, and machining is used in at least three different, distinctive ways in support of this process.

Final machining of production parts is an additional machining capability needed for metal additive manufacturing. This photo and the two preceding ones all were taken at RMS, a medical device manufacturer established in CNC machining that nevertheless decided to allocate special machining capacity to additive manufacturing.
The photos illustrate this. Seen here is part separation from the build plate used in laser powder bed fusion by means of a wire EDM machine developed for this application; resurfacing of build plates for re-use via face milling of these plates on a vertical machining center; and the setup for finish machining a 3D printed components on a small machining center doing finer work. The point: A fully developed production metal 3D printing operation requires machining infrastructure in various forms.
[Read: An Additive Manufacturing Machine Shop]
4. Machining for AM Focuses on Light, High-Value Cuts
As additive manufacturing advances to take on more and more of part production, it will change the kinds of machining that is performed and the role that machining plays. Compared to other types of near-net-shape parts, additive parts need little machining, but the machining needed is particularly critical.

The area above and below the turning line around the OD of the part shows the precision of metal additive manufacturing. The turned section is obviously a truer circle, but the as-printed form is not far off. Because of this precision, machining for additive manufacturing entails light cuts. Part of the expertise of producing this microturbine housing involved forecasting just how much extra stock to add to the printed part for machining.
The part in the photo seen here illustrates this. The 3D printed microturbine housing needs OD finish machining, but it is necessary to look closely to see the difference in precision between the original 3D printed form and the machined section above it. That is, the additive form is not precisely round the way the CNC turned area is, but it is close. 3D printing delivers near-net-shape parts that are near to net shape indeed. Two implications of this are (1) the advance of additive for metal part production will call for greater use of machine tools emphasizing precise multi-axis motion but not necessarily heavy cutting, and (2) machining will increasingly focus on parts that have significant value already built in before they come to the machining. A part like the one seen here is already nearly done, with hours or days of 3D printing to get to this point, plus heat treating. That means the stakes of the final machining operations and the importance of their being performed accurately become high indeed — much higher than they are with practically any other machined part.
[Read: How Does Heat Treating Affect Machining Considerations for a Metal 3D Printed Part?]
5. AM Replaces Drilling for Internal Channels

Manifold maker Aidro increasingly makes its components through additive manufacturing rather than by drilling intersecting holes into solid blocks. The company 3D prints manifold parts using both LPBF and binder jetting. (Aidro is part of AM technology provider Desktop Metal.)
Some of the best candidates for production via metal AM are parts that require internal fluid flow. The previously mentioned adapter and small cutting tools are examples of this. Another is manifolds. Rather than drilling holes from the part’s exterior so that they intersect to form manifold passages, AM offers the chance to 3D print parts with precisely the internal passages needed, and also with precisely the material needed to contain those passages (an optimized form rather than a block).
This is a potentially significant development as well in terms of the machining operations that will be important as additive manufacturing advances. Today, drilling is the most commonly performed machining operation. In a future in which additive manufacturing for production is more prevalent, that might still be true. However, drilling and other machine tool holemaking operations will be directed toward holes that need to be precisely straight and round. Holes that need to be passages, potentially with a curving path and without regard to the precise shape of the passage, will more often be 3D printed instead.
[Watch: 3D Printed Metal Component for CNC Machining Center: The Cool Parts Show #47]
6. AM for Production Relies on Engineering of Workholding
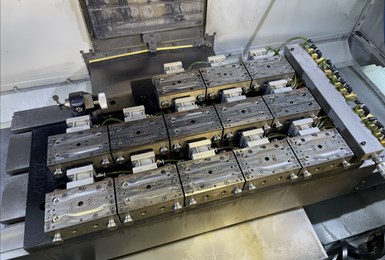
Effective AM for production often will rely on workholding able to batch many parts for quick finish machining. Metal injection molders are already accomplished at this. This photo was taken at Smith Metal Products, a metal injection molder expanding into metal additive manufacturing via binder jetting.
Another useful production application for metal additive manufacturing, not just powder bed fusion but also binder jetting, is many small odd-shaped parts produced at once in a single build. The “oddness” tends to be a requirement, because very square or simple parts would be easier to machine than print. But if these organic-shaped or complex parts are small enough, easily dozens or hundreds of them could be 3D printed simultaneously in a single build. The challenge then becomes machining these parts, which means engineering workholding to allow for efficient setup in machining is a crucial ingredient of success.
One type of manufacturer that already has experience here is metal injection molders. Users of MIM produce odd-shaped metal parts in high volume that are then in need of machining, so they are already adept at custom workholding and tactics for high-density part setup on machining centers. Similar machining-related process engineering will come to be seen as an increasingly common aspect of metal additive manufacturing.
[Read: The Next New Capability: Binder Jetting Follows in Footsteps of Metal Injection Molding]
7. A Basic Milling Step Is the Beginning of Complex AM Parts

This is actually a picture of additive manufacturing. A simple milling step is vital to AM via laser powder bed fusion: returning build plates to precise flatness between builds. This milling step is part of the machining capabilities employed by 3D printed implant maker Tangible Solutions.
This point emphasizes an operation mentioned in point 3 above, but it deserves further notice. It is not just that metal 3D printed parts are finished and brought to final tolerance via machining. It is also true that metal additive manufacturing in a sense begins with machining. Or at least, laser powder bed fusion metal AM begins this way, because the platform for this 3D printing operation is a machined component: the build plate.
Laser powder bed fusion is among the AM processes best suited to precise, complex, elaborately detailed components. But because the build generally needs a precisely flat surface on which to begin, build plates used in this process are milled flat after every use. Complex additive manufacturing thus begins with — and counts on — a simple milling step.
[Watch: View From My Shop, Episode 2: 3D Printing and Postprocessing With Tangible Solutions]
8. Large-Format AM Multiplies Machining Needs
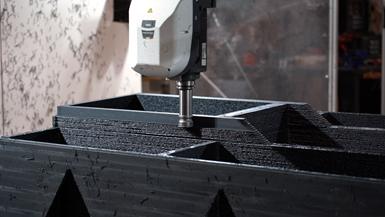
On this large-scale polymer composite form made through additive manufacturing, machining accounts for more of the production time than 3D printing. The part is a nearly complete 3D printed housing for a flight simulator. Making this housing in just a few big 3D printed pieces contributed to an assembly consolidation that reduced the simulator’s part count by thousands.
The smaller an additive manufactured part is, the more precise it can be. As AM parts grow larger, rapid material deposition becomes the higher priority in order to keep the build time of the large part to an acceptable duration. As a result, though AM parts in general are near-net-shape, larger parts stray farther from net shape because material layer heights or layer thicknesses are large to speed the build. This means the amount of material removal needed to complete the part is a higher percentage of the part overall for larger 3D printed parts.
Another way of expressing this: Machining time is a larger share of the process for larger additive parts. For polymer composite structures such as large tools built in room-sized large-format additive systems, the machining needed to complete the part can easily account for more time than the 3D printing.
[Watch: Flight Simulator Made Through Large-Scale 3D Printing: The Cool Parts Show #33]
9. Some Metal Parts Are Simpler to 3D Print
Energy sector spare part maker Sparox 3D used low-cost metal AM via fused filament fabrication to manufacture these solar panel clips as an alternative to machining.
This efficiency of machining for making a short run of precision components is hard to beat. The vast majority of parts made through machining today will still make sense to be made through machining in the future even after additive manufacturing technology has further advanced.
But low-cost metal 3D printing options provide a cost-effective alternative to machining in a growing range of cases. For example, fused filament fabrication is the extrusion method of 3D printing usually employed for polymer, but the polymer filament can also be a carrier for metal powder, producing a green part that later becomes a solid metal part via sintering after the polymer is heated away. For short-run parts characterized by a bit of geometric complexity, 3D printing the metal part in this way can offer a simple and fast alternative to producing the parts on a CNC machine tool.
[Read: For Polymer 3D Printers, Metal Parts Are Now Within Reach]
10. Machine Tools Are a Natural Platform for Metal Deposition
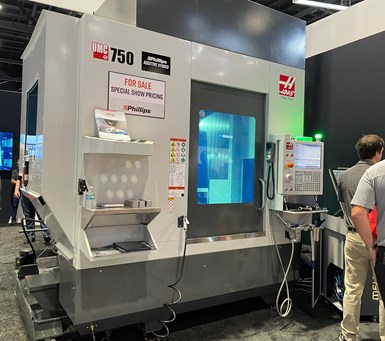
Hybrid machine tools combine additive manufacturing with machining. This example was seen at the most recent International Manufacturing Technology Show. Phillips Corp. adds metal-deposition 3D printing heads to existing machining centers to convert them to hybrid machines.
So called “hybrid” machine tools incorporate metal 3D printing, generally via material deposition, into the same CNC machine that performs cutting. The same programmed motion that directs the cutting tool can also direct the nozzle and energy system for additive operations. Once while I was standing beside a long-time, experienced machinist who was overseeing a CNC machine tool performing metal additive manufacturing, he turned to me and said, “I never imagined I’d be ending my career putting the metal back on.”
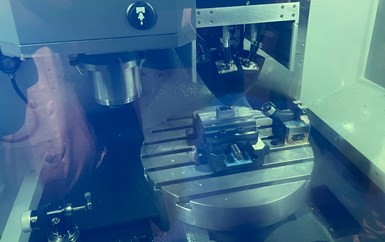
In this view inside the machine in the previous photo, the metal-deposition head from Meltio can be seen mounted beside the machining spindle. Parts made via printing can therefore be machined within the same CNC cycle.
Bringing additive and machining this close together, into the same machine, does not automatically realize a more efficient process even when both operations are needed. If the time needed for 3D printing is long, then it is likely better to keep the machine tool available for machining. However, one application where hybrid machine tools are proving valuable is in the repair of existing high-value components, such as large tools or shafts. With a hybrid machine, a broken or damaged feature can be machined away, 3D printed back in place, then machined to tolerance — delivering the component back into service through a means that is much faster and less expensive and producing a complete replacement.
[Read: Where Does a Hybrid Metal AM Machine Tool Make Sense? Ask the Marines]








Related Content

How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Custom PCD Tools Extend Shop’s Tool Life Upward of Ten Times
Adopting PCD tooling has extended FT Precision’s tool life from days to months — and the test drill is still going strong.
Read More
Selecting a Thread Mill That Matches Your Needs
Threading tools with the flexibility to thread a broad variety of holes provide the agility many shops need to stay competitive. They may be the only solution for many difficult materials.
Read More
Briquetting Manufacturer Tools Up for Faster Turnaround Times
To cut out laborious manual processes like hand-grinding, this briquette manufacturer revamped its machining and cutting tool arsenal for faster production.
Read MoreRead Next

3D Printed Metal Component for CNC Machining Center: The Cool Parts Show #47
Machine tool maker DMG MORI improved this coolant delivery adapter by making the part through additive manufacturing instead of machining. One of the viewer-chosen winners of The Cool Parts Showcase.
Read More
3D Printing Lightweights Large Cutting Tools
Larger parts require larger, heavier cutting tools. 3D printing enables Star SU Neher to produce lightweight large tool bodies and add features that improve tool life and performance.
Read More
An Additive Manufacturing Machine Shop
Finish machining additively manufactured implants requires different pacing and workflow than cutting parts from stock — different enough for an experienced manufacturer to warrant a dedicated machine shop.
Read More