
A Boring System For Non-Round Holes
Machining an out-of-round bore is easy if you're not particular about the location or magnitude of the roundness error. But accurately machining a hole that has a precisely defined non-round profile is a capability that would seem to be well beyond what a standard boring bar can accomplish.

Share













Pressure applied to an internal coolant reservoir forces the tool's cutting edges apart to change the cutting diameter. To machine non-round holes, the pressure is varied to make repeatable diameter changes in time with each revolution of the tool. (And to machine axially non-symmetric holes, just one cutting insert is used instead of two.)
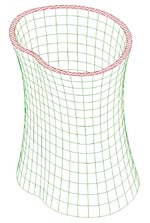
A boring tool is expected to machine holes that are round and straight. This boring system is also able to machine holes such as the one represented by the exaggerated diagram here—holes that are (by design) variable in diameter and non-circular in cross section.

Pressure applied to an internal coolant reservoir forces the tool's cutting edges apart to change the cutting diameter. To machine non-round holes, the pressure is varied to make repeatable diameter changes in time with each revolution of the tool. (And to machine axially non-symmetric holes, just one cutting insert is used instead of two.)
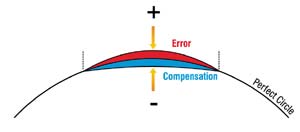
The purpose of machining a non-round cylinder bore in engine production is to arrive at a round hole in the end. After boring, a variety of influences come that can affect hole roundness, including assembly forces and the heat of operation. The boring system can compensate for these influences by machining out-of-round features that precisely mirror the out-of-round errors that come later.
Machining an out-of-round bore is easy if you're not particular about the location or magnitude of the roundness error. But accurately machining a hole that has a precisely defined non-round profile is a capability that would seem to be well beyond what a standard boring bar can accomplish. The boring bar able to cut such a profile would have to extend and retract its cutting diameter at precise locations around each revolution of the tool.
Makino (Mason, Ohio) has been working on boring technology to accomplish exactly that. Servo-controlled coolant pressure moves a boring tool's cutting diameter in and out, in coordination with the angular position of the tool as it rotates at speeds around 1,000 rpm. The result is an ability to machine "shaped bores"—bores that have precisely controlled out-of-round features. These features don't even have to be axially symmetric.



Who can use the technology? The company sees diesel engine manufacturers as the primary candidates. Controlling the profile of an engine cylinder bore can ensure a better fit between bore and piston, and therefore lower emissions when the engine is in use. Government-mandated emissions standards are making this an increasingly important consideration.
In manufacturing such an engine, the goal is still to produce bores that are as close as possible to being perfectly round and straight. However, machining a hole that is deliberately out-of-round may be the only way to arrive at a round bore in the end. Assembly forces and the thermal effects of running the engine are just two of the influences that can introduce various roundness errors after the boring operation is complete. The only way to compensate for these errors at the machine tool is to machine equal and opposite errors into the bore before these other influences come into play.
Stan Weidmer is the Makino engineer principally involved with developing the shaped bore process. Modeling software, he says, now makes it possible for engine manufacturers to predict the roundness errors that will result from these downstream effects. The ability to machine shaped bores complements this capability by offering a way to machine features that mirror the predicted errors.
The shaped-bore process builds on Makino's Coolant Adjustable Boring Bar system, or "CABB," which has been available for about 3 years. This system uses coolant pressure for tool actuation, applying pressure to a reservoir of coolant inside the boring bar to force apart the tool's cutting edges. The system was originally developed to machine bores that are intended to be round, but taper or flare along the hole's length.
Mr. Weidmer says several characteristics of the CABB technology made it possible to extend the system to the machining of shaped bores. The servo update time for the coolant pressure is short enough to adjust the tool diameter repeatably during each revolution and still keep up a reasonable spindle speed. Also important are the stiffness and damping of the CABB tool itself, features that make the tool rigid enough so cutters retract cleanly whenever coolant pressure is relaxed.
The system consists of more than just the boring tool, which by itself is mechanically simple. Also important to this process are the CNC algorithms and coolant-delivery modifications that achieve closed-loop control for the coolant pressure, as well as in-process gaging that allows the system to compensate for tool wear across a long run of parts. In short, it takes a Makino machine to use the CABB technology.
This system's effectiveness at machining shaped bores to the level of accuracy required for engine production has been demonstrated experimentally, Mr. Weidmer says, but field testing is needed. The company is currently searching for a partner in this testing—an engine manufacturer able to provide the opportunity to subject this process to an authentic production run.








Related Content

5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
How to Successfully Adopt Five-Axis Machining
While there are many changes to adopt when moving to five-axis, they all compliment the overall goal of better parts through less operations.
Read More
High RPM Spindles: 5 Advantages for 5-axis CNC Machines
Explore five crucial ways equipping 5-axis CNC machines with Air Turbine Spindles® can achieve the speeds necessary to overcome manufacturing challenges.
Read More
Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More