

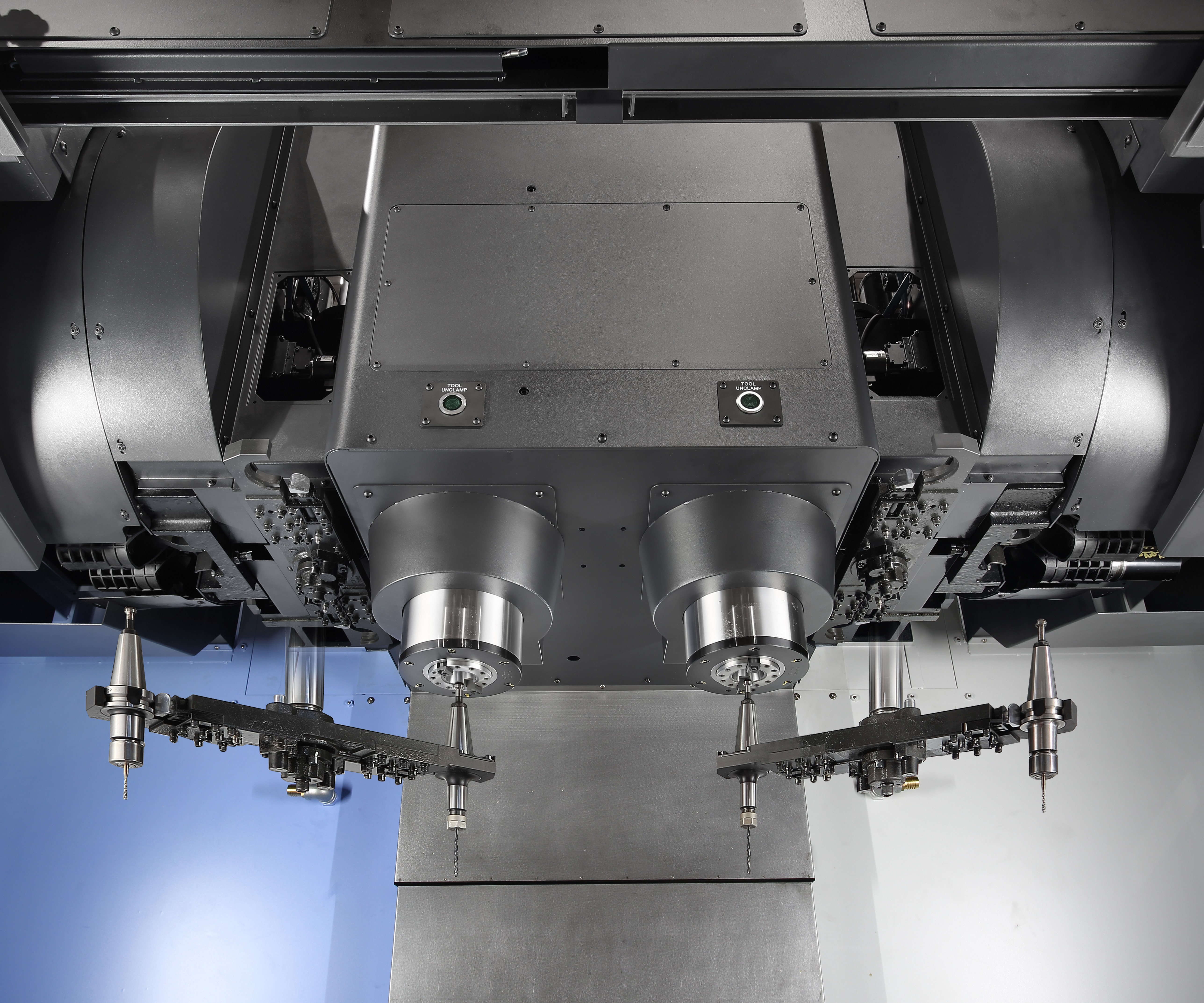
The two spindles enable a single VMC to produce two pieces at once. The spindles simultaneously follow the same tool path on two workpieces.

The promise of a two-spindle machine is double productivity with only a slight increase in machine footprint. Because a single set of axes machines two pieces at once, however, the machine is more powerful than a comparable single-spindle machine.

On another multiple-spindle mill, a setup such as this might have required precise regulation of the tool gage length and careful setup of the Z positions of the two workpieces. But a W axis on one of the spindles here provides a means of compensating for any variation in these areas.
Share












Imagine that a machining facility’s staff size is fixed and so is its floor space. It is already running multiple shifts, so available production time is essentially fixed as well. In other words, assume that in terms of people, space and time, this shop has nowhere to go—no practical way to expand. Many shops do not have to imagine this set of conditions, because these details describe their reality. How does a shop facing these constraints increase its capacity?
The answer is to upgrade to machines that deliver more output within those constraints. One way to do this is through an uncommon machine tool choice, and perhaps an underappreciated one: the two-spindle vertical machining center (VMC).



Doosan recently introduced a two-spindle VMC, its DMP 500/2SP. Company representatives recently spoke with me about the role and application of the machine. Its promise could not be plainer to state: Produce two parts rather than one within a given amount of cycle time and operator attention, and with only a slight increase in footprint compared to a single-spindle machine. While the company says its two-spindle machine has been sold exclusively into high-volume production plants so far, that promise conceivably also makes sense for space-constrained job shops whose business includes higher-volume work.
The two-spindle VMC has just one table and one set of axes. Its work is thus machining in stereo—the machine makes two identical parts at once. A single cycle, programmed just as it would be for a standard VMC, executes the same tool path simultaneously on two workpieces. However, one addition is a single W axis, and Doosan Sales Director Andy McNamara says this added axis is significant. Its inclusion is part of the reason why a two-spindle machine does not have to be challenging to use.
“I’ve actually worked on two- and three-spindle milling machines in a past job long ago,” he says. “Tooling and fixturing had to be dead on,” including precisely controlled gage lengths for the identical cutting tools used simultaneously. By contrast, on the new VMC, the length match is not needed. The W axis addresses what is, by far, the most difficult factor in synchronizing two spindles, he says: Z-height matching. Located on the right-hand spindle, the W axis adjusts this spindle’s tooltip position in Z to automatically compensate for any slight discrepancy between the seating heights of the two workpieces and/or the gage lengths of the two tools.
Other aspects of coordinating work between the spindles still require attention, he says. Potential discrepancies in the relative positions of the workpieces in X and Y have to be addressed, and he sees at least two possibilities here. One is to machine the two fixtures for the two parts simultaneously with the tandem spindles. The fixtures will therefore naturally locate accurately to the spindles. However, more commonly, he says, “The high-volume plants interested in this machine tend to use high-end fixture builders who have no issue creating suitable production fixtures for this machine.” One feature of such a fixture might be adjustment screws capable of fine-tuning the X and Y positions of one workpiece relative to the other.
Doosan’s very first user of the two-spindle machine was a high-volume manufacturer fitting this description. Doosan designed the two-spindle DMP machine with this user in mind after the company came to the builder with its problem. The production demand this plant faced for a new set of parts would have required 66 VMCs—too many for the maximum potential space the plant had available. Instead, the manufacturer asked for a machine with two spindles. Doosan’s development of this solution enabled the company to buy only 33 machines instead. (It has since installed more of them for other part numbers.)
William Carr is Doosan’s director of key accounts and engineered applications. He was involved in the project with this large manufacturer and has been involved in other applications of the two-spindle machine. He says there are some important nuances to using a machine such as this effectively—considerations that go beyond coordinating the two parts with two spindles. One is the care needed when using more more than four axes. Rotary tables can be effective with this machine type, but a rotary table with two rotary axes introduces further X-Y variation to a setup that is more complex than that of a typical machining center. For the parts produced on the 33 machines in the initial installation, angled holes are added to the parts using a dual-axis rotary table on a single-spindle VMC.
He says another important factor to consider relates to the potential for high productivity and the role the operator must play in realizing this. “When the machine door opens, the operator has to be right there,” he says, unloading the two finished pieces and loading two new ones. The initial high-volume user of this machine happens to excel at this; the company has a disciplined team of operators attending the two-spindle machines. However, not every facility is like this. To make it possible to realize the value of the machine with somewhat less discipline, Mr. Carr says the next version of the machine will likely feature a pallet changer to enable pairs of parts to be loaded and unloaded outside the workzone while the two-spindle cycle is underway.








Related Content

4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read More
High RPM Spindles: 5 Advantages for 5-axis CNC Machines
Explore five crucial ways equipping 5-axis CNC machines with Air Turbine Spindles® can achieve the speeds necessary to overcome manufacturing challenges.
Read More
Inverting Turning and Five-Axis Milling at Famar
Automation is only the tip of the iceberg for Famar, which also provides multitasking options for its vertical lathes and horizontal five-axis machine tools.
Read More
Which Approach to Automation Fits Your CNC Machine Tool?
Choosing the right automation to pair with a CNC machine tool cell means weighing various factors, as this fabrication business has learned well.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More