
Where Grinding Still Beats Hard Turning
For many critical applications, grinding remains the optimal machining process.


Okuma’s line of grinders includes the GA-26T OD grinder. Its compact design is cost effective for production lines with parts as long as 25.59 inches and weighing as much as 110 pounds. It can be equipped with either a plain or an angle wheelhead.
Grinding is a highly productive process that is not likely to be supplanted by hard turning for many critical applications.
Share

















Autodesk, Inc.
Featured Content
View More




Although advances in CNC turning centers and cutting tools have made substantial strides in favor of hard turning over grinding, grinding often turns out to be the better choice. That’s the position taken by Rob Titus, senior applications engineer—grinding products at Okuma America Corp. (Charlotte, North Carolina). Okuma is probably best known for its CNC lathes and machining centers. However, the company also offers a line of cylindrical OD and ID CNC grinders. With these interests in mind, the builder is always eager to find the best process for an application, whether it involves hard turning or grinding.
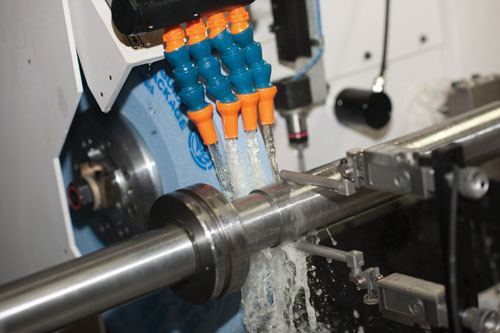
Mr. Titus points to the GA-26T OD grinder, shown recently at the 2012 International Manufacturing Technology Show (IMTS), as a representative example of grinding technology from Okuma. With automation provided by Gosiger Automation, the CNC grinder is designed for OD finishing of small- to medium-sized parts in high-volume production environments. To make the most of floor space, the grinder holds the workpiece stationary while the grinding wheel traverses back and forth. At the show, this grinder was equipped with in-process gaging, a wheel balancer and a 20-hp wheel spindle.



Mr. Titus frequently advises users on the merits of grinding versus hard turning. He says there are at least seven reasons to grind rather than hard turn:
1. Grinding excels at meeting surface finish, size and roundness requirements. A grinding process can achieve a 6 Ra surface finish, hold a size tolerance of less than 0.0002 inch and grind parts to within 30 millionths roundness.
2. Grinding provides a more cost-effective and stable process than turning for ceramic and carbide material. Hard turning carbides or ceramics requires diamond (PCD or CVD) inserts. Rapid wear and chipping of the inserts can result in size variation or scrapped parts. This adds downtime to change inserts and re-establish part size. In contrast, when grinding these materials with diamond-grit wheels, there is gradual wheel wear. The wheel can be dressed to expose new diamond grains without stopping production.
3. Grinding meets the “no lead” specification. This spec refers to the “spiral” visible on a turned shaft. It is created by a single-point cutting tool moving transversely as the part rotates on a lathe. This surface pattern can cause premature failure of seals on a shaft. By plunge grinding the shaft, the lead is eliminated.
4. Grinding is a common customer requirement. Automotive, aerospace and medical markets often specify a ground finish on critical parts.
5. Grinding wheels are not affected by interrupted cuts created by workpieces with features such as keyways or splines. Depending on the shape and size of these features, the interrupted cut can cause premature insert chipping in hard turning operations.
6. Grinding wheels cost less per part than other types of tooling. In some common cases, a grinding wheel can last 120,000 parts before it needs to be changed. If the cost of the wheel is $600, that’s a half a penny per part.
7. Grinding requires less downtime. How many times will an insert need changing on a CNC lathe throughout 120,000 parts?
Mr. Titus notes that most decisions about grinding or hard turning are not cut and dry. These decisions usually require expertise in both grinding and turning, he says, hence the value of consulting with Okuma, its distributor network or Partners in THINC consortium of technology providers. “We are certainly interested in raising the awareness that Okuma has a range of grinder models, but our primary concern is maximizing the user’s productivity and effectiveness,” he says.












Related Content

Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
Read More
How to Successfully Adopt Five-Axis Machining
While there are many changes to adopt when moving to five-axis, they all compliment the overall goal of better parts through less operations.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More