

Share













While laser cutters are far from typical equipment for a job shop, CVC Metal Specialties demonstrates how designing processes around the needs of both the parts and the workers can improve profitability for high-mix, low-volume work.
Job shops can take many forms. By their nature, they tackle a variety of wildly different parts, and those differences can be even greater when comparing the work different job shops pursue. Because of this variety in parts, a machine shop billing itself as a job shop could have anywhere from three to 20 or more machine tools whirring away, with process, automation and machine tool type varying wildly.
Few job shops stand out like CVC Metal Specialties in Florence, Kentucky, where President Shawn Martin told me about his job shop specializing in laser cutting and fabrication.



A Laser-Cutting Job Shop
The manufacturing floor at CVC is divided into laser-cutting, welding and press brake sections, with a single waterjet cutter and a small milling section to round out its capabilities. The company cuts most parts on Mazak Super Turbo X612 and X510 laser cutters, then shapes them using press brakes and welds them by hand or at a limited number of robotic stations.

While individual part runs tend to be at lower volumes, the Mazak Super Turbos enable CVC to produce a large total volume of parts thanks to their size and precision, as well as the automation and process efficiencies that get the most out of the laser cutters. Photo Credit: CVC Metal Specialties
The company’s work is primarily high-mix, low- to medium-volume part production, mostly flat parts 22-gage to 1-inch thick. Around 60% of the parts are mild steel, with stainless steel and aluminum making up the majority of what’s left.
The company occasionally works with other metals but has to special order the material. It makes parts for numerous industries, including defense and industrial manufacturing, with parts as varied as casings for bar feeders and armor for military vehicles.
While the part runs are on the low end, the company’s total part volume is quite high. “We move through around 40,000 pounds of metal per week,” Martin says.
Although the specific processes are certainly atypical of most job shops, the company’s practices provide some key takeaways that are valuable to any manufacturer.

The automation for the Super Turbos involves a large gantry system with suction-cup grippers for moving the flat blanks into place. Once cut, a part-collecting system consisting of a series of prongs lifts the parts off the laser-cutting surface.
1: Automation Is Only Part of the Process
The large, flat sheets of metal that serve as blanks for the company’s laser cutters are moved into position on the machine using an automated gantry-style loader with suction-cup grips. Once the laser cuts the parts out of the sheet metal, an unloading unit consisting of many prongs resembling the forks of a forklift lifts the freshly cut parts onto a table where a worker sorts the parts from the waste.

While the automation systems are necessary for moving parts through the facility, processes like common-line cutting are important for improving throughput and reducing scrap. Photo Credit: CVC Metal Specialties
The process leaves remarkably little waste thanks to the use of common-line cutting — a process in which the cutting path is designed to ensure that as many part edges line up as possible. This means every cut is actually cutting along the edge of two parts, improving production speed and dramatically reducing waste.
“Yes, these machines take up a lot of space, but they’re worth it because with the right process you can move parts through very quickly,” Martin says. “It’s not just the automation. It’s nailing the process, making sure you’re getting the most value out of each cut.”
2: Design the Process Around Workers’ Needs
While the laser-cutting line is heavily automated, CVC’s welding stations and press brakes are not. Human attendants hold parts in place for the press brakes, and the vast majority of the welding is done by hand. With this much human labor, the company uses a variety of process controls to ensure parts meet tolerance.
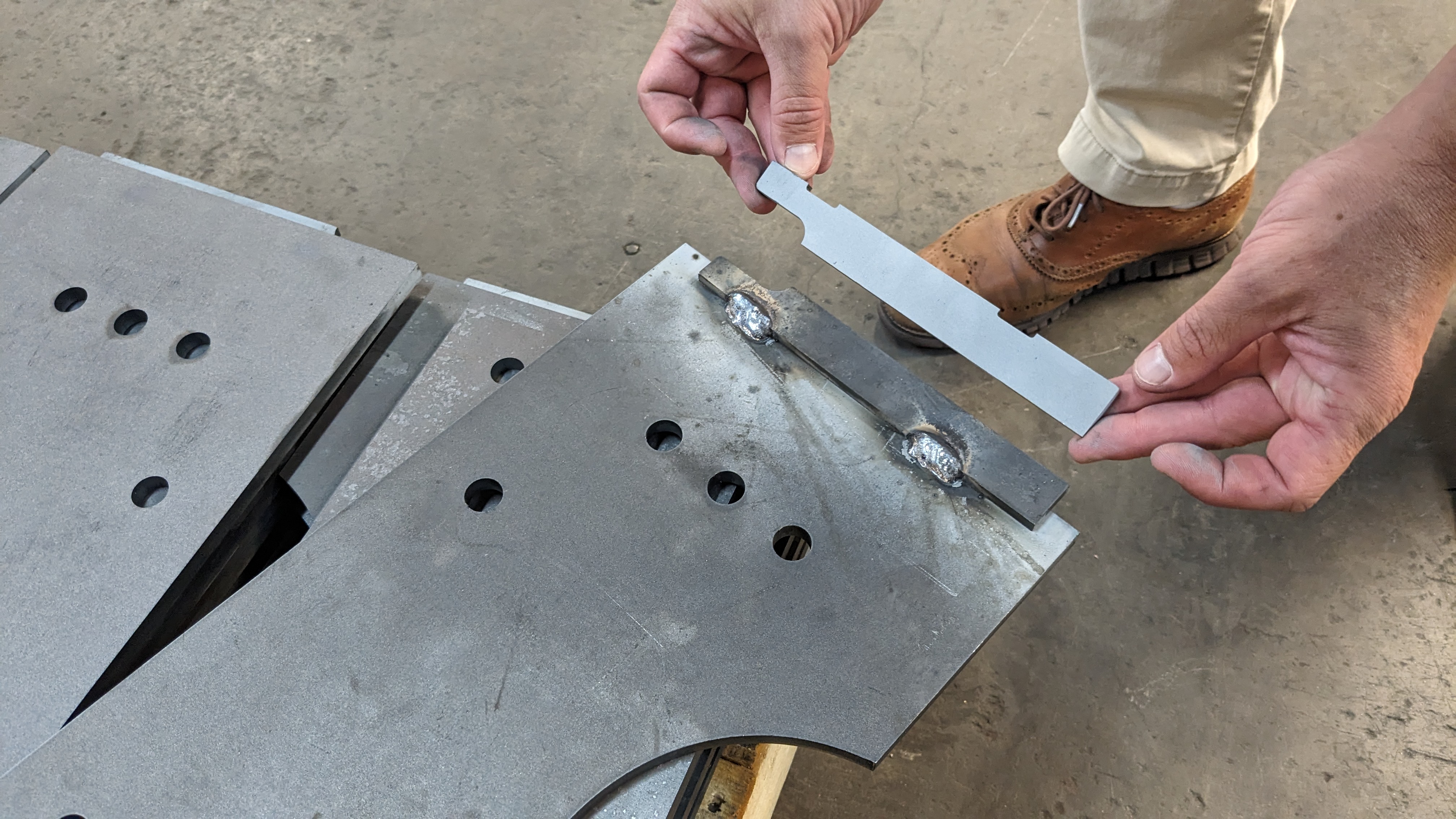
A welder treats this part for rust prevention and welds it in place at the laser cutter to reduce the time and physical strain of moving the part to a welding station. This improves throughput while simultaneously reducing the physical toll on the worker, two goals worth pursuing for the long-term success of any job shop.
For example, the shop uses a variety of jigs to ensure each part is bent at precisely the correct angle when placed in the press brake, making it simple for machine attendants to quickly place the part exactly where it needs to be. Additionally, production lines are adjusted to accommodate the needs of the part. While I was there, one laser station was cutting small rectangular parts for an armor assembly. A welder sprays each part coming off the laser with rust-prevention fluid before welding it directly onto another part at the same station, reducing both transportation time and the strain on workers who would have to move the parts multiple times.
While press brakes and welding stations are not exactly common for job shops, every shop should recognize how the specifics of the part can create challenges to production. Developing fixturing solutions to improve setup and limiting how often larger parts and assemblies need moving can both improve throughput and reduce the strain on workers’ time and bodies.
3: Throughput Matters, So Does Flexibility
In addition to the 2-D laser cutters, the company also has a Mazak Space Gear 60 five-axis laser and waterjet cutter. The company purchased the Space Gear primarily to produce fan shrouds for ventilation in desert environments, but it is also useful both as an extra machine and for making unusual parts. “It’s here for when we need it,” Martin says. “The capacity is nice, and the five-axis capabilities make it perfect for lasering holes in parts that have already been bent, but the automation on the other laser cutters means they can produce most parts faster.”
Having the flexibility to roll with uncertainties keeps customers happy.
The waterjet cutter also boosts capacity, as it can cut thicker and more difficult materials, improving the facility’s ability to meet customer needs. “We don’t always know what work is coming in several months down the road, so we need to be prepared to handle whatever our customers throw at us,” Martin says.
This is especially important for DOD work. “Military auditors want to see that you can still produce parts when a machine goes down,” Martin says. Having the flexibility to roll with uncertainties keeps customers happy, something every job shop understands, no matter what machines are cutting the parts.








Related Content

Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
Four-Axis Horizontal Machining Doubles Shop’s Productivity
Horizontal four-axis machining enabled McKenzie CNC to cut operations and cycle times for its high-mix, high-repeat work — more than doubling its throughput.
Read More
3 Ways Artificial Intelligence Will Revolutionize Machine Shops
AI will become a tool to increase productivity in the same way that robotics has.
Read More
Increasing Productivity with Digitalization and AI
Job shops are implementing automation and digitalization into workflows to eliminate set up time and increase repeatability in production.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More