For American Vulkan, having both a vertical and a horizontal ram on a large VTL is a critical advantage. The added flexibility enables the company to finish some of its biggest coupling components in one setup to a level of precision and surface quality not attainable otherwise.
The horizontal ram on this VTL easily reaches surfaces between the wide flanges on both ends of the workpiece, which is about 40 inches tall.
One of the smaller couplings produced by American Vulkan is being prepared for shipment. The black rubber core between inner and outer steel rings provides the flexibility for smooth, secure and safe power transmission.
Thomas Lehner recognized the multiple benefits of installing the You Ji VTL. Tactically, the machine gives his shop more control over critical manufacturing processes for especially large components. Strategically, it helps the company reach new markets and serve customers more efficiently.
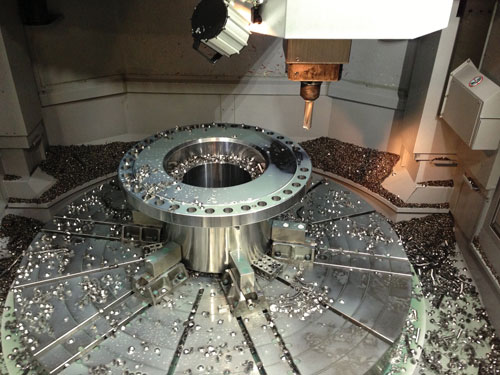
The You Ji vertical turning center is the largest machine at the company’s Winter Haven, Florida machining facility. It enables large, complex coupling production to be brought in-house. The machine’s vertical ram is commonly used to drill, ream and tap holes for precision fasteners.
Mikron Machining is the leading partner for high performance machining systems to manufacture complex and precise metal components in high volumes....READ MORE
HEIDENHAIN is a world-leading provider of encoders, machine controls, touch probes, digital readouts and metrology solutions—empowering engineer...READ MORE
Since 1965 we have been manufacturing precision metal products in the United States. We are a veteran-founded, woman-led business dedicated to mak...READ MORE
Most vertical turning lathes (VTLs) have a single, vertical ram that holds the cutting tool normal to the diameter of the workpiece. The “up and down” stroke of this ram represents the Z (transverse) axis. The “in and out” travel of the ram represents the X (in-feed) axis. This configuration enables the ram to reach the entire OD surface of a workpiece sitting upright on the rotating table. However, when a part has multiple diameters that vary greatly (forming deep waists or wide bulges), the vertical ram can be limited. It may need to use cutting tools in extended holders to reach certain features. Because these extra long tools tend to be less rigid, vibration can compromise accuracy and degrade surface finish.
A VTL with an additional horizontal ram helps overcome this limitation. The horizontal ram can reach past wide diameters to turn difficult-to-access surfaces. It is possible to keep the cutting tool short and stout. More importantly, the part doesn’t have to be moved to another machine to complete those features.
American Vulkan Corp. in Winter Haven, Florida, is one example of a manufacturer that has benefited from acquiring a VTL with both a vertical and a horizontal ram. The new VTL from You Ji (supplied by Absolute Machine Tools of Lorain, Ohio) is large enough to accommodate a family of steel components that exceeds the capacity of the shop’s other machines. This means that these parts don’t have to be farmed out to job shops in the area (few of which could handle parts of this size).
Because the new VTL has a horizontal ram in addition to the usual vertical ram, this machine can successfully turn surfaces between the wide flanges on the ends of each part. These parts can not only stay inside the shop, but also be completed in one setup. Avoiding multiple setups and refixturing enables this shop to reduce turnaround time on emergency repair work, hold tolerances to the thousandths of an inch and minimize processing time. In addition, the company retains complete control of its production scheduling, quality assurance and process know-how.
NEW PARTS, NEW MARKETS
These benefits are critical to American Vulkan’s efforts to grow in new market areas. The company, a subsidiary of Vulkan Kupplungs und Getriebebau B. Hackforth GmbH & Co. KG in Herne, Germany, produces flexible couplings that connect diesel engines with devices such as generators, compressors, pumps and gearboxes.
Typical couplings produced by American Vulkan are relatively large—some are 60 to 70 inches in diameter and as much as 80 inches long. Each is a complex, precise assembly of steel and rubber parts. A rubber core, sandwiched within steel housing components, provides flexibility to compensate for radial and axial misalignments between the engine and the device it powers. At the same time, the rubber elements calm vibration, muffle noise and absorb variations in torque. American Vulkan’s parent company in Germany produces all of the rubber components because it has developed the proprietary processes for vulcanizing specially engineered grades of rubber and bonding them permanently to steel. The U.S. firm machines and assembles most of the additional components for couplings shipped to customers in North and South America.
Marine installations, typically on cruise ships, cargo vessels, and ships in the U.S. Navy and Coast Guard, are the most common applications for these couplings. However, the company is eager to pursue sales opportunities in industrial areas, such as power generation units in airports, hospitals, oil platforms and mining equipment. New coupling designs for these emerging markets often call for components with larger dimensions and different features than those found on previous designs.
This situation created a strong incentive for American Vulkan to seek additional capacity in large vertical turning machines. Prior to purchasing the You Ji VTL, the company’s machine tools were limited to workpieces about 20 inches high, says Thomas Lehner, vice president. However, the aforementioned family of steel components required drilling, reaming and tappping at a height of 30 to 40 inches above the chuck of a vertical lathe. Wide flanges at the tops and bottoms of these parts make turning a challenge as well. “We had to outsource those operations to outside machine shops,” Mr. Lehner says.
This contingency created a problem. “In Florida, we just don’t have lot of shops that can process large parts at high precision. The decision was made to bring everything in-house to be more secure when it comes to quality, cost, efficiency and the ability to produce the parts in a timely manner and meet deadlines,” he says.
The new parts in question consist of a series of spool-shaped configurations. The largest are about 40 inches tall with 40-inch diameter flanges on both ends. Accessing the narrower, column-like shaft of the spool between the flanges would require a long, horizontal reach inward from the vertical ram. Using toolholders with long extensions appeared to be the only possible way for the vertical ram to turn the surface with single-point indexable inserts. This proved difficult and produced a less-than-optimal surface finish.
“The long tooling extensions were unstable and produced a lot of vibration,” Mr. Lehner explains. It was obvious that the typical vertical ram on a VTL was inadequate. “If we could come in with a tool mounted on a horizontal ram, machining would be more rigid, and there would be a clean shot to the surface,” Mr. Lehner says.
This was a critical operation because the shaft is a bearing surface, and specifications call for a ground-like finish. Finding a VTL large enough to accommodate these parts and have a horizontal ram for this critical operation became a priority.
NARROWING THE SEARCH
American Vulkan’s machining facility is home to about a dozen CNC machine tools, including several Okuma horizontal and vertical lathes, a Mazak Integrex 50, a New Century VTL with a 56-inch chuck and a Quickmill VMC. A recent expansion has raised employment to around 50, including service technicians, product engineers and manufacturing staff. The company, Mr. Lehner says, is familiar with most VTL suppliers because it relies heavily on this type of machine for the many large, round workpieces it produces.
Vertical turning is inherently advantageous because it facilitates setup of heavy workpieces, which can be loaded from above and stand on-end in the chuck of the rotating table. Gravity favors this orientation. There is no need to support a workpiece with steady rests and tailstock. Of course, the chief advantage of a VTL is the wide swing for turning large diameters.
In the search for larger vertical turning capacity, the size range sought by American Vulkan narrowed the possibilities right away. However, none of the suppliers had a VTL that was equipped with a horizontal ram. Fortunately, Mr. Lehner had become acquainted with vertical machines
from You Ji, a Taiwan-based builder represented by Absolute Machine Tools. In addition to
You Ji, Absolute distributes a selection of CNC machines from Tongtai, Johnford and Ecoca.
At the 2008 International Manufacturing Technology Show (IMTS), initial discussions with Absolute about vertical turning from You Ji assured Mr. Lehner that this builder had solid engineering, machine design and construction experience in this field. Mr. Lehner was also pleased to learn that Absolute maintains a network of regional distributors, including one in Englewood, Florida, not far from Winter Haven. None of the other suppliers of machines in the shop’s size requirements offered this level of local support, he says.
However, the ultimate deciding factor was You Ji’s willingness to design and engineer a horizontal ram for incorporation on one of the builder’s larger VTL models. Adding a horizontal ram would create the first machine of its kind.
A VTL with a 2,000-mm chuck and 100-hp rotating table became the basis for this new model, designated VHL-2000 ATC -1 C-1/C-Axis. “VHL” stands for vertical-horizontal lathe to indicate the machine’s dual-ram configuration. The machine is large enough to cut a 100-inch maximum diameter. Maximum workpiece height is 80 inches.
The horizontal ram is located on the left side of the machine opposite the vertical ram, and provides second programmable X and Z axes. It consists of a rectangular, steel “arm” measuring 10 inches wide on each side. Fully extended, it can reach the center of the chuck with a cutting tool in a standard toolholder. Maximum travel of the ram is 40 inches. It accepts the same static and live tooling as the vertical ram, but cannot use the ATC. Tools are changed manually.
American Vulkan placed an order for the new model in March 2011. It was installed by the end of 2011. Installing a machine of this size was a new experience for the shop, however, because soil conditions typical of low-lying areas in Florida create unusual demands on foundation construction. See the sidebar below.
A TURNAROUND IN DONE-IN-ONE CAPABILITY
According to Mr. Lehner, the machine’s mass and rigidity are key contributors to machining accuracy. “Although the workpieces are very big, the allowable tolerance of the finished part is very small—in the thousandths of an inch,” he says. He reports that the machine routinely holds ± 0.001 inch on TIR, parallelism and angularity. It weighs more than 150,000 pounds and has a footprint measuring 23 by 29 feet. It is 26 feet high.
Rigidity and accuracy are reflected in results on the critical shaft surface of the large spools. For example, turning with the horizontal ram produces a 32-Ra surface smoothness to meet the specification for a ground finish. “Because the finish is achieved with turning on the You Ji, we do not need to do any grinding,” Mr. Lehner says. Special inserts with wiper geometry contribute to this success. That said, certain grinding operations can be performed with live tooling on either the vertical or horizontal ram. ID grinding of bores, for example, is common.
More important, however, is the ability to perform drilling, tapping and reaming operations following turning. As to be expected, many of the large components produced by American Vulkan include large bolt holes that require thread milling using circular interpolation as a CNC capability. Most thread forms must meet critical specifications such as those enforced by various certification programs for maritime, power generation and oilfield applications.
This multitasking capability, in combination with the presence of both vertical and horizontal rams, enables parts to be completed without refixturing. In addition to process flexibility, efficiency and quality benefits, multitasking reinforces American Vulkan’s reputation for customer service. A significant portion of the shop’s work is done on an emergency basis, and there is no time to move a large part from machine to machine or shop to shop. “If a tugboat is down or part of a cruise ship is out of commission, the customer says ‘I need it now. Tell me what to do.’ We put in some overtime and get the part repaired and out the door,” Mr. Lehner says.
“Changing from one setup to another is fairly short,” Mr. Lehner says. The 32-tool ATC, on-board tool presetter and automatic probe are other features that boost responsiveness. Likewise, programming is performed quickly because it can be carried out manually at the machine’s FANUC 18iMC Control with Manual Guide i conversational programming. Programming on the shop floor leverages the skill of the operators, who have an average of more than 20 years experience. Mr. Lehner says offline programming is a possibility because the facility’s machines have wireless connective capability, and the company generally works with 3D models of the parts it produces.
Acquiring the You Ji turning center has enabled American Vulkan to gain control of its manufacturing processes and thereby maximize its ability to respond to customer requirements. “At this point, I don’t see us needing to outsource anything,” Mr. Lehner says. “We like to keep it in-house. There’s a lot at stake on these projects. You want to keep everything under your control as possible.”
A Firm Footing in Florida
Manufacturing is a major industry in Florida, a state most closely associated with tourism, retirement communities and agriculture. American Vulkan’s U.S. operation was founded in Winter Haven in 1971, and has thrived in this location.
For companies with large machine tools, one challenge peculiar to this area is constructing a suitable foundation in ground with a very high water table. Although all of American Vulkan’s large CNC machine tools are mounted on special, floor-level concrete foundations, the You Ji machine required excavating an 8-foot-deep pit and pouring a concrete base with an upper surface 40 inches below the surrounding floor. The foundation required 55 cubic yards of concrete and 350 reinforcing bars.
Knowing the importance of this foundation, Mr. Lehner contracted with SRD Construction & Development Corp, a local firm that specializes in the design and construction of concrete foundations for industrial equipment. This firm has considerable experience with soil conditions in this part of the country. For example, it provided a well point dewatering system to eliminate water intrusion and stabilize the soil. The foundation also required special sealing because the water table in this part of Florida is above the deepest part of the pit. To isolate this foundation from vibrations, a thick layer of foam material was placed between the ground and the concrete floor and sidewalls. For added stability, the machine is bolted down through epoxy into the concrete.
For more information about foundations for large machine tools, click here.
Lee Wimmer invited us to tour his second-generation family-owned machine shop in Perkasie, PA. This video explores the production processes behind precision-machined parts for both Wimmer Custom Cycle and LS Wimmer Machine Co., and shows how ingenuity and determination are still at the heart of American manufacturing. Today, both companies are now managed by Wimmer’s three sons.
With many machine shops anticipating long-term growth in demand from the semiconductor industry, it is worth the time to heed the advice of manufacturers who have already been servicing this end-market for years.
Automation is only the tip of the iceberg for Famar, which also provides multitasking options for its vertical lathes and horizontal five-axis machine tools.
…for a machine foundation like the one described in an article about a huge vertical turning and milling machine installed at a Cincinnati area job shop. The Larson & Darby Group, the firm that designed an engineered this foundation, has a checklist to ensure that foundation design meets the requirements of both the buyer and the supplier of the machine. A glance at this checklist shows how much critical detail is involved.
The page you’re on features premium MMS editorial content.
To continue enjoying the articles, videos and podcasts from the MMS editorial team, please key in your name and email address, as well as your company and title info.
Doing so unlocks MMS’ premium web content on this device.
Why does the gate appear repeatedly for me?
If the gate continues to show up on premium content after you’ve already provided your information, it could be for one of these reasons:
Your cookie settings: Please allow cookies for www.mmsonline.com
You’re browsing in incognito mode. Switching out of private browsing mode may help.
You are viewing on a different device or browser. Your login is connected to the browser and device on which you originally unlocked MMS’ premium web content.

















.jpg;maxWidth=600)















