
Share













This 20-foot-diameter part is an example of one of the parts Napoleon Machine programming manager Neil Hankenratt says has been easier to machine with the capabilities of Mastercam.
Photo Credit: All photos provided by Mastercam.
Napoleon Machine, a medium- and large-part welding and CNC machining shop in Napoleon, Ohio, makes nearly 800 parts per year for a model of the M1 Abrams, the main battle tank used by the U.S. Army and Marine Corps.
These 220-inch-long parts took around 10 hours each to produce under older machining strategies. Cycle times were nearly halved when Napoleon’s CNC programming manager Neil Hanenkratt paired Mastercam’s capabilities with a new large-format machining center and smaller cutting tools.



Dynamic Strategies
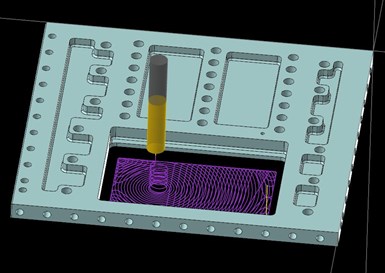
Milling a pocket using Mastercam’s Dynamic Motion technology. The software’s toolpath motion produces a consistent chip thickness to ensure even heat distribution and load throughout the cut, which results in reduced machine vibration.
The previous programmer who worked on the parts didn’t have experience running five-axis machines, and he preferred to use larger cutting tools with square tool paths at lower speeds. The parts were machined accurately and completed on time, but with the arrival of a new machining center, Hanenkratt knew he could shave hours off of cycle times.
The shop purchased an SNK HGM-2500 five-axis machine equipped with a 20,000-RPM spindle and developed specifically to machine large parts. Upon the arrival of the new machine, Hanenkratt paired it with smaller cutting tools and programmed jobs using Mastercam, leaning on its Dynamic Motion capabilities.
“I was actually using a cutter that’s half the size (of the old cutting tool used for the parts), and it was able to take in a lot more depth with Dynamic Motion,” Hanenkratt says. “It allowed me to take way more depth at a way higher feed rate, so my metal-removal rate was around twice as much as before using a smaller cutter.”

Napoleon Machine programming manager Neil Hanenkratt reviews a modular fixturing setup before physical setup.
Speed Mills
Pairing Mastercam with the shop’s new equipment and new machining strategies has led to notable gains for Napoleon. Hanenkratt says they would be lucky to reach 500 surface feet per minute (SFM) while machining mild steel with the old equipment and strategies. Now, the shop is regularly reaching 800 to 1000 SFM. Because Dynamic Motion toolpaths produce a consistent chip thickness and chip load, the strategy results in more even heat distribution and reduced machine vibration. Less vibration reduces chatter on the part and is easier on machines, tooling, and fixtures. These benefits reduce machine wear, improve machining accuracy and increase tool life.
“[Dynamic Motion] really allows you to maintain a steady chip flow throughout the whole tool path,” Hanenkratt says. “It has really changed cutting strategies as a whole. Many machining processes used to require a big cutter and deep cuts. Now we can hog out parts with fast, light cuts. We can smooth the motion so much better and can run feeds and speeds that were never possible before.”
After using Mastercam to program jobs with smaller tools, new cutting strategies and the SNK five-axis machine that enabled higher speeds and feeds, Napoleon says it went from 10-hour cycle times to around 5.5 hours for each tank part.

In partnership with a customer, Napoleon Machine also built a precision boring mill to make missiles for the United States military.
Efficient Part Programming
Mastercam has also given Hanenkratt an advantage he can pass along to Napoleon’s operators: offline programming, which eliminates machine idle time, increasing output.
One issue he noticed when he started at Napoleon was the amount of machine downtime. In the shops Hanenkratt had come from, everything was programmed offline. Operators did not program at the machines.
“Ultimately, if your machine is sitting while someone is programming it, you’re not making money,” Hanenkratt says. “I suggested we implement offline programming. Now, when the guys get a job, it’s ready to go. I have drawn all the setups, so the machinist gets the packet and opens the part number, programming file, and his setups. We have all modular fixturing on the machines, so he puts the risers right where I have them. I input notes explaining how to set zeros, and the part is ready to go.”
Each machine has its own comprehensive tool library, and by importing tool libraries directly into the CAD/CAM software, the machinist does not need to search for tools in a catalog and manually build them in Mastercam. Napoleon has a table of all its modular fixturing components for every machine, which are saved as Mastercam files. With the M1 job repeating 20 times per month on average, manufacturing these precision components under the microscope of the Pentagon makes modular tools essential to ensure all repeat parts are set up the same way every time.
“If we are going to machine a mold, I merge in the table and I merge in risers or magnets,” Hanenkratt says. “I have all that information saved off as Mastercam files and then I just merge them into the program I’m working on.”
Hanenkratt says the benefits Napoleon sees from Mastercam can all be summed up with one word.
“Efficiency. I can make a blueprint, draw a part, program parts, edit models — you name it, you can do it. It’s pretty powerful software. You don’t have to hand-calculate everything anymore. The software really took efficiency to a whole new level.”








Related Content

How this Job Shop Grew Capacity Without Expanding Footprint
This shop relies on digital solutions to grow their manufacturing business. With this approach, W.A. Pfeiffer has achieved seamless end-to-end connectivity, shorter lead times and increased throughput.
Read More
6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More