
Use The Tools That Are Available
Typically, creating holes isn’t a daunting task. However, programming, machine set up and cycle times can be prolonged when a part has numerous hole diameters. A new feature-based CAM strategy automatically determines how best to combine drilling and milling to create the holes using only the tools already loaded in a machine.

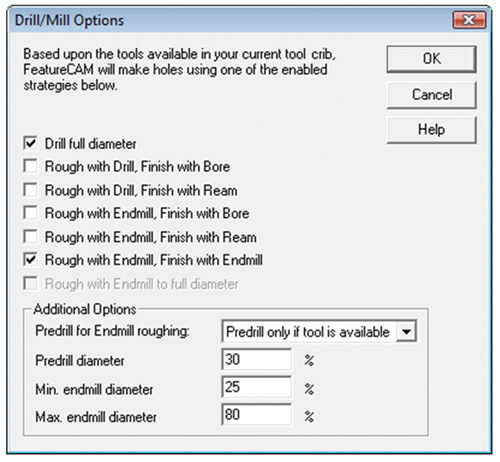
Users can tailor the drill/mill function to meet their shop’s conventional practices for creating holes.
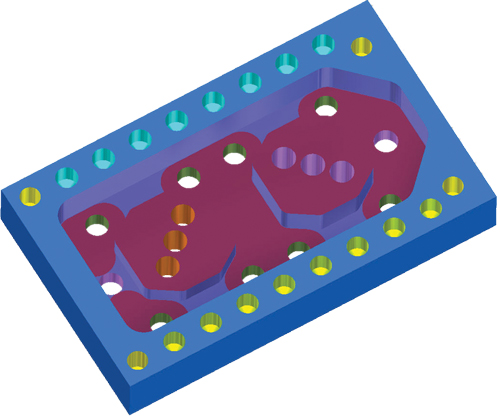
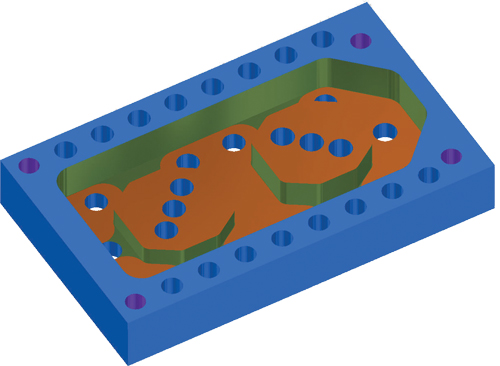
The different colors shown on this and the previous same-part model demonstrate the number of tools required for the machining operations. The previous model is produced by a conventional method and requires 10 tools to complete. Alternately, this version applies an automated CAM strategy that uses the drills and end mills already loaded in a given machine to create holes and other features. This reduces the number of tools needed for the part from 10 to 3.
Share












Profit margins can be razor-thin when machining prototypes or very small batches of parts. Shops must be especially vigilant in identifying and reducing non-value-adding activities from the entire machining process if they hope to make money on those types of jobs. It’s simply imperative to minimize the time and effort it takes to program, set up and machine such workpieces to spec.
Doing so can be difficult even for seemingly straightforward applications, though. For instance, a prismatic workpiece needing just a bunch of holes and some vertical-wall pockets might not seem overly challenging to produce quickly. That may not be the case, however, if the holes have a number of different diameters.



Shops have a couple options in this case. First, they can stock a CNC machine with all the milling tools required to create the pockets and all the properly sized twist drills (along with any reamers, spot drills, etc.) needed to bring the holes to size. But loading that many tools can increase setup time, while the numerous tool changes required prolongs the cycle time. (This is especially problematic for machines with slow tool changers.) Shops using machines with limited tool storage capacity might not be able to go that route. Instead, single tools are commonly called on to produce more than one type of feature. End mills, for example, may bring holes to size instead of drills. To minimize the number of tools needed, programmers must take time to decide which tools should perform what duties to create all the part features.
A new feature-based, “drill/mill” CAM functionality automates this decision-making process while offering programmers the ability to tailor the part program to satisfy their shop’s accepted machining practices. It does this by considering the tools currently loaded in a particular machine and automatically determining how best to create holes using just that collection of tools. This capability not only reduces the time to manufacture a part with a number of various-sized holes, but it also allows such a part to be produced on a wider variety of machines in a shop.
Automating The Decision Process
This drill/mill function is a new capability found in Delcam’s FeatureCAM 2010 package. FeatureCAM is a CAM package that divides a part into recognizable features such as holes, pockets, grooves and faces. It then automatically selects tools, calculates speeds and feeds, and generates toolpaths and NC code for the part. When the drill/mill function is selected for a given job, the software first examines the tools currently loaded in the selected machine. It then develops the optimal toolpaths and the tool sequence for creating all the holes using those tools.
When a drill is available at a required hole size, that drill will be used just as it normally would. If the appropriate drill isn’t available, the software automatically decides which tools to use to create the hole rather than notifying the programmer that the correct drill isn’t loaded.
Users can input defaults for their process based on their conventional machining practices. For example, when the correct drill diameter is not available, some may want to rough with a drill and finish with a reamer or boring tool. Alternately, some may choose to rough with an end mill and finish with a reamer, boring tool or the same end mill. Additional options allow programmers to input defaults such as minimum pre-drill diameter or minimum and maximum end mill diameters for end mills used to create holes.
In addition to conventional machines, the drill/mill feature is useful for turn-mill machines that have limited tool storage space and are often challenging to set up. Shops using machines that don’t have an automatic tool changer can also benefit. Depending on the application, it may be possible to use a combination of drilling and milling with a single cutter to generate all the differently sized holes in a part. This can enable the machine to complete the part unattended, freeing its operator to perform other duties.








Related Content

Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Form Tapping Improves Tool Life, Costs
Moving from cut tapping to form tapping for a notable application cut tooling costs at Siemens Energy and increased tool life a hundredfold.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More