
Through-Coolant Capability Reduces Cycle Time
Aided by Walter Titex tooling and a new higher-rpm machine tool from Fryer, Toolmasters Inc. was able to cut cycle time on a complex die set.


Toolmasters Inc. was able to reduce cycle time necessary to drill a punch pad and stripper plate for an architectural application by adding Walter Titex drills and a Fryer VB-60 machining center.
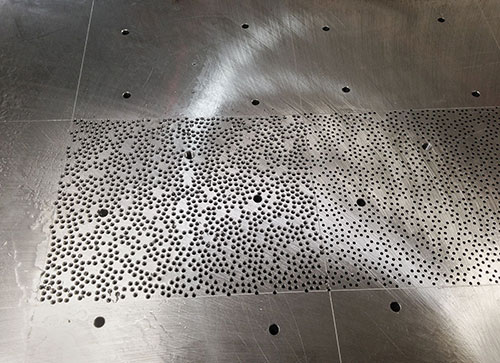
The punch pad measures 5 by 5 feet. Once drilling is complete on the punch pad and stripper plate, the die is assembled. In operation, the punches travel through the drilled holes on the downstroke and punch holes from 1/2- to 5/8-inch deep into the waiting panel. The stripper plate strips away the excess punched material and the die retracts, leaving a finished panel.
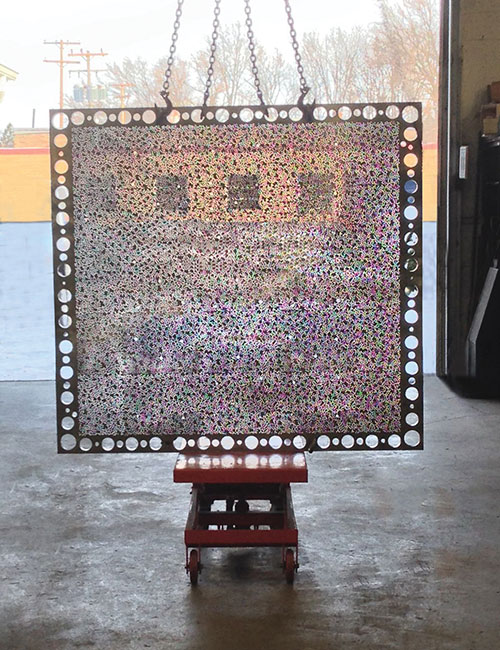
The 27,000 holes that are drilled into both the punch pad and stripper plate for the fiberglass tile creates an almost translucent appearance.
Share












Toolmasters Inc. was in a unique position to bid on a job it once completed for a now defunct die customer. However, to win the bid with the new company that resurrected the job, Toolmasters realized it must find a way to reduce cycle time. By purchasing a new machining center with a higher-rpm spindle and incorporating carbide through-coolant drills, the shop was able to cut machining time significantly while reducing tooling costs.
Toolmasters Inc. is a seven-person machine shop in Mishawaka, Indiana, that specializes in progressive dies. For the past several years, the company has produced a complicated die set for fiberglass tile used in interior architectures. The die set consists of two primary component plates—a 1-inch-thick punch pad (top plate) and a 2-inch-thick stripper plate—both made of 1045 steel and measuring 5 by 5 feet. Drilled in an erratic pattern that’s generated by the machining program, the holes in the punch pad measure 3.2 mm in diameter, while those in the stripper plate measure 5/32 inches in diameter. Toolmasters drills 27,000 holes into each plate for a total of 54,000 holes for the set.



This job was time consuming, particularly the drilling operation. Working 50 to 55 hours per week, it took Toolmasters at least a month to drill the 1-inch punch pad. Tooling costs were also a factor. The company could drill approximately 800 holes before tooling needed replaced. Each time the company took on the die set job, it needed to buy dozens of drills. As tooling costs mounted, so did time lost in tool changes. When a new firm purchased the assets of the defunct die customer and approached Toolmasters for a quote on the die, the shop saw an opportunity to improve efficiency by approaching the familiar job in a new way.
First, Toolmasters would need a new machine. It had already replaced its Pratt & Whitney with a new Haas machining center, but this machine’s enclosure wouldn’t accommodate the 5-by-5-foot die plates. Another new machine would be needed. For guidance on optimizing feeds, speeds and tool selection, Toolmasters turned to Marc Craver of Tek-Rep Group Inc. (Wooster, Ohio).
After learning how Toolmasters used to make the punch die, Mr. Craver recommended purchasing a newer machine with through-coolant capability and a higher-rpm spindle that would enable the use of carbide through-coolant drills and thus reduce cycle time.
Using the Walter GPS, an online tooling and machining database, he entered information about the job and received information on tooling choices linked with optimum machining parameters. The GPS also displayed expected results of those choices, including cost per hole. His findings showed Toolmasters what could be done on the punch pad if such a machine were to run a Walter Titex solid carbide through-coolant drill.
The Walter Titex brand consists of a full range of drilling solutions designed for operations in all common materials. It includes standard drills with diameters ranging from 0.05 to 100 mm and a comprehensive array of indexable inserts and exchangeable drill bits made of solid carbide or HSS.
Along with Walter Titex drills, the company decided to purchase a Fryer VB-60 open-bed machining center with a 12,000-rpm spindle, ceramic spindle bearings, 350-psi through-coolant capability, a coolant chiller and a 24-tool toolchanger.
The new machine and drill were immediately used on the punch pad job, and the results were huge, Mr. Thacker says. Tool life is at least 10 times better with the new drill on the new machine, he says. Running the new drill at 10,800 rpm with a 56-ipm feed rate, Toolmasters can drill a hole in 2 seconds, shaving 12 seconds off the previous time. Plus, there is no need for a center drill. The punch pad previously took 220 hours to drill; now it is done in 50. For the two punch pads, this amounts to 340 hours saved.
Toolmasters then decided to see what improvements it could make on the 2-inch-thick stripper plate. Using the new machine and drill, the company no longer needs to drill halfway through and then flip the stripper plate over to drill again. At Mr. Craver’s suggestion, Toolmasters chose a Walter Titex solid carbide 8×D coolant-through drill for the stripper plate. Using this new tool, holes that once took 440 hours to drill now take 75 hours.
Using the Walter Titex drill has been a real cost saver, Mr. Thacker says, because of the increased tool life. For example, with the old drill he would’ve gone through several dozen drills at a time. This time, he only bought 15 drills for the part.
For the small shop, buying a new machine was a major decision. However, the reduced cycle time, Mr. Thacker says, has made it worth the investment.













Related Content

Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
Toolpath Improves Chip Management for Swiss-Type Lathes
This simple change to a Swiss-type turning machine’s toolpath can dramatically improve its ability to manage chips.
Read More
Briquetting Manufacturer Tools Up for Faster Turnaround Times
To cut out laborious manual processes like hand-grinding, this briquette manufacturer revamped its machining and cutting tool arsenal for faster production.
Read More
Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More