
Targeted Five-Axis Machining
Focusing on a particular part size range allows this shop to use a versatile type of five-axis machine tool. Five-axis machining now makes up 40 percent of the shop’s business.

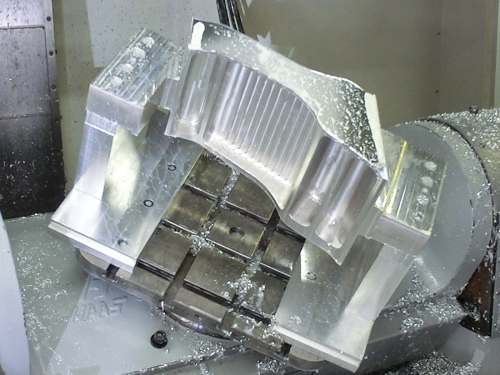
Here is a part being produced on one of Padgett Machine's five-axis machining centers.
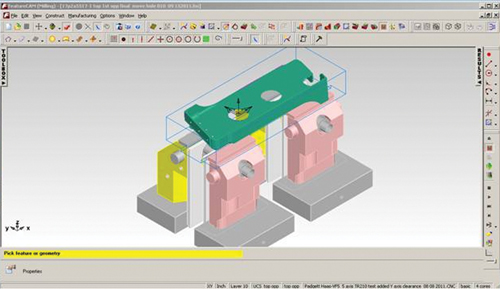
When the shop programs a job such as the one in the preceding photo, it often models the workholding along with the part. The CAM view seen here includes the model of a vise system for five-axis machining that minimizes obstruction at the sides of the workpiece.

The shop focuses on five-axis-machined parts no more than 30 inches in length. This size permits the use of a trunnion-type five-axis machine that tilts the work instead of the spindle.

This five-axis machining center offers travels of ±120 degrees in A and 360 degrees in B. The shop has two of these machines.
Parts once machined on standard machining centers often make more sense on five-axis machines. See an example and hear more from Mr. Padgett in the video under "Editor's Picks" above.
Share












Edward Padgett, president of Padgett Machine in Tulsa, Oklahoma, was willing to let spars go by.








Related Content

6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read More
How to Successfully Adopt Five-Axis Machining
While there are many changes to adopt when moving to five-axis, they all compliment the overall goal of better parts through less operations.
Read MoreRead Next

Video: Five-Axis Machining at Padgett Machine
A job shop owner talks about five-axis machining and feature-based programming.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More