
Taking No Chances With Quality
A shop's good reputation is hard to build and easy to loose. Consistent quality is key to keeping customers. In its 30-plus year history, this Chicago specialty grinding job shop has never taken quality for granted.

Share













Asteroid arranges its CNC grinders in two-machine cells. Most jobs require two operations, so each machine is set up to run one of the two.

Terry Magnus supervises the CNC grinding department at Asteroid. Integrating CNC grinding expertise and inspection protocols has helped this specialty grinding job shop keep up with customer demands for better delivery and quality.

Each grinding cell has gaging available for the operator to check parts and set up the machine (left).

Each grinding cell has gaging available for the operator to check parts and set up the machine (left).

Shown is a small sample of the family of similar parts that Asteroid runs across its CNC grinding cells using in-process gaging.
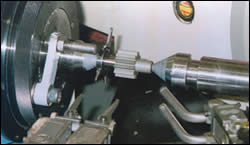
Grinding this gear is a two-operation process. This setup is for set two. Each of the gages is a single-finger unit, so the size range that each set of gages can accommodate is doubled. The gage set on the right measures the second journal diameter and the gage set on the left measures the critical gear width.
In metalworking process hierarchy, the grinding operation is usually the last or nearly the last machining that is done on a workpiece. As a precision part makes it way across various production processes—milling, turning, heat treat and more—value is incrementally added to the part.
Because grinding is at the end of the processing line, by the time the parts hit the grinding operation, they are close to their highest value. It’s no time to take chances by making assumptions about the quality of the previous operations.



For a speciality grinding shop like Asteroid Grinding Company (Des Plaines, Illinois), a policy of “trust but verify” has held it in good esteem with more than 200 customers for more than 30 years. Asteroid is a job shop’s job shop. Its work comes from other shops that rely on Asteroid’s grinding expertise.
“When you take work-in-process from other shops and must add the final dimensional and surface finish specs,” says Terry Magnus, CNC supervisor, “inspection and measurement become as critical as the grind itself. The two are very much intertwined.”
The Business In Brief
Asteroid is first and foremost a job shop. As such, process flexibility is among its most important assets for success.
The company was founded in 1966 as a centerless grinding shop offering throughfeed and infeed capabilities. About 5 years ago, it branched out into CNC OD/ID cylindrical grinding.
For the CNC side of the business, lot sizes typically run from ten to 5,000 pieces. Most of the cylindrical work that Asteroid processes requires two operations, front and back. Setup and teardown for a job change average between 1 and 2 hours total.
Matched pairs of grinders are arranged in a cell configuration to expedite the processing. Set one is performed on one machine and set two is performed on the second.
“We choose to grind sequentially,” says Mr. Magnus, “so any tolerance problems can be caught before the whole batch is run. Three cells are run by two operators.”
Asteroid has 33 employees. The company grinds and polishes workpieces in a variety of materials including steel, stainless, aluminum, acrylic, copper, ceramic and brass. Size ranges from 0.060-inch diameter to 4 inches in diameter can be ground in the shop.
Most of the work that comes into Asteroid is pre-processed. “We don’t mill or turn,” says Mr. Magnus. “Of course, because we are the last people to touch the parts before they go to the customer, there is strong pressure to turn the job around quickly. That’s where the combination of grinding experience and measurement and inspection expertise merge to help us make good parts, fast. Typically, we turn around an order in 3 days.”
Integrating Processes
For a grinding shop like Asteroid, inspection and measurement are as critical to success as the grinding operation itself. The two disciplines must work hand in glove to produce parts to print specifications.
“At every step in the process, we apply appropriate inspection levels to ensure a good grind,” says Mr. Magnus. “As a job shop, we must be as flexible in QC as we are in metalworking. Some customers’ jobs require 100 percent inspection; others may only need five parts per hour to make the specified CpK.”
Asteroid approaches its manufacturing systematically. It sees the operator, grinding machine and gaging system as a single unit that must operate in concert. It’s an interdependent process that requires the skill of the operator to properly and efficiently set up the machine tool and gage for a given job. The machine must be capable of holding the needed tolerance, and the gage must confirm that the part is being ground as programmed and communicate any discrepancies.
“On one job, for example, the print specifies a tolerance band of 0.005 inch,” says Mr. Magnus. “We run the job within 0.0002 inch all day long. The system works.”
Triple Check
Asteroid’s measurement and inspection protocol is divided into three steps: pre-process, in-process and post-process. Because most of the work that runs across the shop’s CNC grinders comes in from another shop, incoming work-in-process is checked to determine size and quantity. Moreover, many of the parts are heat treated, so this initial inspection determines if any distortion has occurred as a result of heat treating.
Once the quality and quantity of incoming parts is confirmed, routers and programs for the CNC machine are created and the job is scheduled. Setup of the machine follows, which includes wheel dressing, adjusting the centers and setting the in-process gages.
With the machine set up to run a batch, the operator measures the first five parts. If they are deemed in spec, they go to the shop inspector, who confirms the operator’s measurement. The job is then ready to run.
While the job runs, an hourly quota is pulled for inspection. Inspection varies depending on the customer’s SPC requirements and the complexity of the part. Asteroid inspects a minimum of one part per hour for its own internal statistical process control.
On the machines equipped with Marposs Unimar gages, the in-process measurement is automated. Using the gage’s auto-size feature, variation from wheel wear, thermal growth and part stock amounts are compensated through the grinder’s CNC. “This in-process monitoring frees the operator to run a second machine or check parts,” says Mr. Magnus. “Because the gage will automatically shut down the machine if it registers an over or under fault, the grinding cell can operate during breaks or lunch.”
At the end of the run, the grinding cell operator turns the finished parts over to the inspection department, which performs a final random inspection of the batch. If all is well, the job is released to ship.
Good Practice
Asteroid is successful because of its dedication to zero defect production. Using a combination of manual and automated gaging equipment, as well as redundant checking by the operator and inspection department, this shop has found an efficient balance between throughput and quality.
Integrating the measurement and inspection into the machining process has enhanced rather than hindered Asteroid’s ability to deliver parts on time. “The way our system works,” says Mr. Magnus, “problems are detected and fixed as part of the overall process instead of finding an entire batch run of bad parts after the job has run.”








Related Content

5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read More
How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
Read More
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More