Shop Capitalizes on Water Over Wire
Two abrasive waterjet systems from Omax provide a cost-effective alternative to wire EDM and enable this shop to take on new work.

Jack McGrail, president of Jack’s Machine Co., attributes the Omax machines’ ability to accurately cut parts without taper to their precision motion systems and Tilt-A-Jet accessories.

One of the primary advantages of the shop’s new waterjet is the ability to quickly rough parts like this one before conducting finishing operations on a wire EDM.
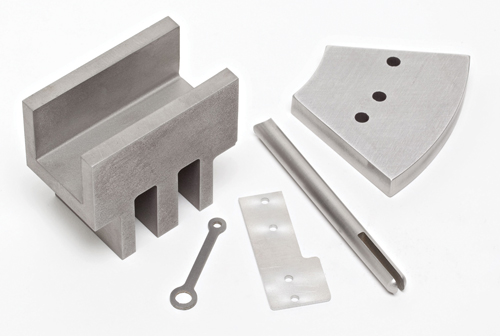
Other parts, like the ones shown here, are produced solely via waterjet.

Omax’s Intelli-Max control software easily imports customer files, enables drawing part files from scratch if needed, and offers built-in nesting functions that save time and material, says Jack McGrail, president of Jack’s Machine Co.
Share
























Related Content

Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
Read MoreFlow Waterjet Cutting System Provides Fast Overall Cut Time
IMTS 2024: Flow’s Mach 200c five-axis cutting system features high-speed motors and drives for rapid speed and acceleration and deceleration.
Read More
EDM, Laser Micromachining and More at GF Medical Demo Center
At GF’s Medical Center of Competence, the company shows off EDM and laser features that could make a large impact on medical manufacturing — and elsewhere.
Read More
Muratec Hybrid Machine Combines Punch Press, Fiber Laser
The MF3048HL combined punch press and fiber laser provides precise cutting, punching, tapping and forming operations on a diverse range of materials.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More