
Rigidity Proves Key to Precision Boring
Thanks to a more rigid boring head from Big Kaiser Precision Tooling, a new machine that had been relegated to only roughing jobs is now holding the tight true-position and diameter tolerances that this shop’s customers have come to expect.
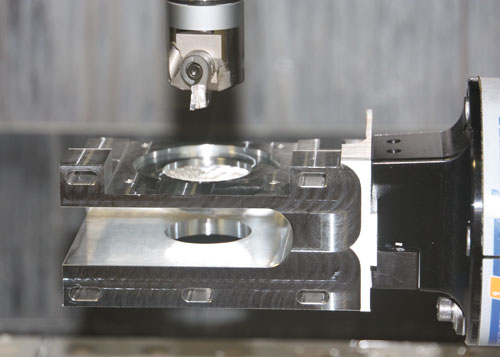
One of N.C.E.’s Kaiser series 310 EWN finish-boring heads goes to work on a medical industry motor mount in 6061-T6 aluminum. The 73.1-mm-diameter bore is held to a tolerance of +0.015/-0 mm.

Gerald Fazis, owner of N.C.E., is holding a Kaiser EWN32ExKB3 finish-boring head. Mr. Fazis says accuracy and surface finish improvements convinced him to implement the more rigid Kaiser boring heads on all CNC machines in the shop after only a single test run.
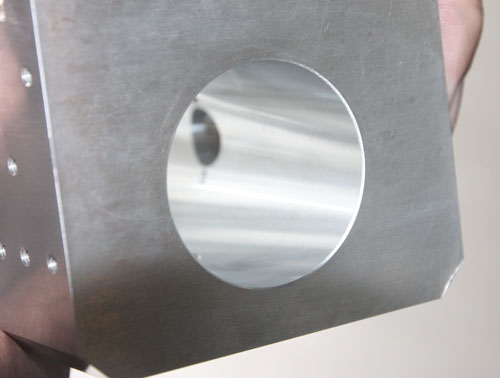
This part offers an example of the surface finish N.C.E. can achieve with its new Kaiser EWN boring heads.

Share
























Related Content

High-Feed Machining Dominates Cutting Tool Event
At its New Product Rollout, Ingersoll showcased a number of options for high-feed machining, demonstrating the strategy’s growing footprint in the industry.
Read More
How to Troubleshoot Issues With Tool Life
Diagnosing when a tool is failing is important because it sets an expectation and a benchmark for improvements. Finding out why gives us a clue for how to fix it.
Read More
Custom PCD Tools Extend Shop’s Tool Life Upward of Ten Times
Adopting PCD tooling has extended FT Precision’s tool life from days to months — and the test drill is still going strong.
Read More
Briquetting Manufacturer Tools Up for Faster Turnaround Times
To cut out laborious manual processes like hand-grinding, this briquette manufacturer revamped its machining and cutting tool arsenal for faster production.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More