
Realizing Large-Scale Savings On Large-Scale Parts
Converting big square bars to largely round tie bars used to require 24 hours per piece at Oak Products. The Sturgis, Michigan, company can now complete the same job in 8 hours. How did the company slash its machining times and realize substantial cost savings? Oak attributes the turnaround to process re-engineering involving aggressive mill-turning and tooling geared to stand up to the challenge.
Share













Combining the capabilities of an Integrex E650HS and the Hi-PosDeka face mills, Oak was able to accelerate tie bar roughing. The company says it saves about 6 hours per part in machining time.

Operator Korey Johnson needs to change inserts less often. The cut time per edge averages 25 minutes; each insert has ten cutting edges.
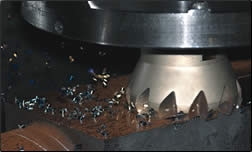
The high-density cutter feeds at 90 ipm to reduce the square cross section to a round. According to the company, the cutter runs 50 percent faster and edges last noticeably longer than any other cutter it considered.
Converting big square bars to largely round tie bars used to require 24 hours per piece at Oak Products. The Sturgis, Michigan, company can now complete the same job in 8 hours. How did the company slash its machining times and realize substantial cost savings? Oak attributes the turnaround to process re-engineering involving aggressive mill-turning and tooling geared to stand up to the challenge.
The application involves big tie rods that become the four corners of specialized stamping presses. These presses are then used to form cooling fins for HVAC equipment. The company produces about 320 of these per year, in a range of sizes. Each rod starts out as an 8-foot-long by 6-inch square bar of hot rolled steel, and it ends up as a round journal with a 2-foot square section in the middle. The entire exterior is machined.



Oak once fabricated the tie rods on a variety of machines, moving the parts progressively between lathes and mills. A conventional lathe operation performed rough tooling with stationary tools. During the 24-hour machining cycle, the parts were chucked into place more than half a dozen times.
Now the parts can be machined in one setup in a fraction of the time previously required. The shop says that it has been able to achieve this using an Integrex E650HS mill-turn center from Mazak Corp. (Florence, Kentucky) and Hi-PosDeka face mills from Ingersoll Cutting Tool Co. (Rockford, Illinois). All of the rough turning is executed by a mill-turn process using the high-density face mills. The company credits about 20 percent of the 16-hour unit time savings to the new roughing tools.
“The most punishing part of the job is to rough the square into a round over three quarters of the tie rod’s length,” says Art Givens, manufacturing engineer at Oak. “Reducing a square cross section into a round by conventional turning involves coarse interrupted cuts. This creates shock loads that can deflect the workpiece, ruin tooling and damage the machine.”
Not surprisingly, the biggest bottleneck the company noticed when starting the new process was tool failure during the rough-turn operation. “All of the 90-degree roughing face cutters we tried produced too much face pressure and actually hopped along the face of the part,” Mr. Givens explains. “No tool lasted long enough for us to figure tool costs, even after reducing feeds and speeds to low levels.”
During a shop visit with Greg Anderson of S&S Industrial Supply, Ingersoll’s Tom Noble identified the problem, and he suggested the new Hi-PosDeka cutter with a 20-degree lead angle and 12-insert density. Mr. Noble surmised that the combination would reduce cutting forces and chip load per tooth while ramping up metal removal rates.
Oak attempted this first on the flat sections. Mr. Noble and Mr. Anderson spent 2 days on the plant floor with Mr. Givens and Korey Johnson, CNC machinist, optimizing the operation to increase throughput while maintaining reasonable insert cutting life. They settled on a 4-inch, 12-insert cutter running at 755 rpm, 180 ipm and 0.080 inch DOC. Cutting cycle time for roughing the flats dropped by more than 2 hours. In addition, edge life improved by more than 50 percent. These settings were so effective that the company still uses them today.
Converting to the same face mills for mill-turning the round sections was Oak’s next step. The company now roughs the tie rods with the mill-turn head set at 790 sfm, 90 ipm and 0.125 inch DOC, with the workpiece rotating at approximately 5 rpm. At these settings, roughing is completed 4 to 6 hours faster than before, with insert cutting life hovering around 25 minutes.
To improve the latter operation, Mr. Givens moved the mill-turn infeed axis slightly off-center from the workpiece centerline using an internally-developed formula to calculate the correct position. He says that this created a better presentation angle for the cutting edge at the point of contact, thereby reducing cutting forces.
The Integrex machine was also a crucial part of the company’s solution. The mill-turn head on the machine offers 50 hp and spindle speeds as fast as 10,000 rpm.
“The Mazak provided the speed and power necessary to rough the tie bars quickly,” Mr. Givens says. “That was not a concern. Finding the appropriate tooling to accommodate those loads was the real challenge.”
Both roughing operations now run at least 25 percent faster than projections developed during the machine procurement process, thus enhancing the return on investment (ROI) for the big ticket item. Oak estimates that the speedup of the mill-turn roughing operations will shorten the ROI period for the mill-turn by about 20 percent.
Plans are afoot to convert an additional milling operation—gib slots on the flats—over to an Ingersoll chip surfer. Capable of feed rates as fast as 700 ipm, the high-feed cutter can potentially reduce the cycle time for this operation by as much as 60 percent.












Related Content

Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.
Read More
Form Tapping Improves Tool Life, Costs
Moving from cut tapping to form tapping for a notable application cut tooling costs at Siemens Energy and increased tool life a hundredfold.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More