
Quick-Change Chucks Boost Turn-Mill Benefits
At this Chicago-area manufacturer, quick-change chucks from Kitagawa added to the benefits of moving from multiple setups on multiple machines to producing parts in a single setup on Mazak turn-mills.


MPS personnel can change QJR chuck jaws in less than two minutes using a simple hex key.
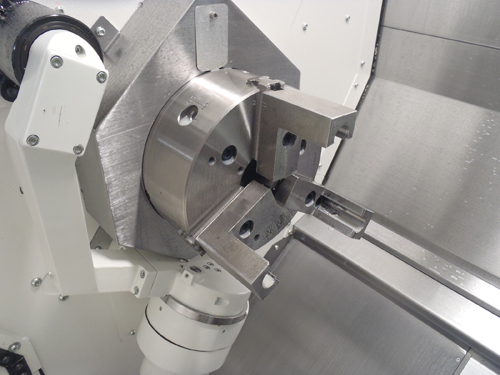
The quick-change QJR08 chuck on the main spindle of the shop’s Mazak Integrex 200S is fitted with custom top tooling to accommodate a specific workpiece.

The machine’s subspindle is fitted with the same model of chuck, only this one has pie jaws to accommodate the portion of the workpiece that has already been machined in the main spindle.
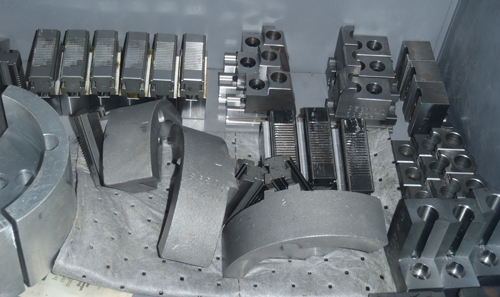
Each part machined at MPS has its own dedicated set of soft jaws, which can be stored and reused repeatedly without re-boring.
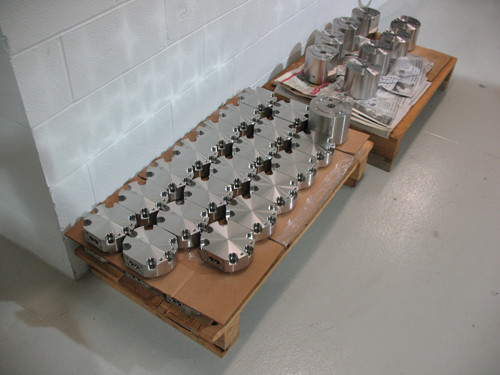
These finished booster-system components were machined from 316 stainless steel, a common material at MPS.

MPS also works with a great deal of aluminum, mostly in round stock like the material shown here. Using round stock whenever possible, even for parts that don't require turning, helps extend the benefits of done-in-one production throughout the product line.
Share












Moving away from processing parts progressively on multiple mills and lathes in favor of done-in-one production on turn-mill machines has provided all the benefits one might expect at Chicago-area manufacturer Midwest Pressure Systems (MPS). According to the company, excessive part handling is a thing of the past, fewer setups are required, stack-up error is less of a concern, downtime has decreased and throughput has improved. Nonetheless, even a machine capable of churning out a part in one setup typically requires manual intervention to move from one job to another. To ensure those change-overs proceed as efficiently as possible, MPS relies on another solution: quick-change chucks from Kitagawa-Northtech (Schaumburg, Illinois).
the same set of jaws,” Mr. Traxler explains. “We just move the jaws around to whichever chuck we need.”















Related Content

5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More