
Point Geometry Drives Drilling Efficiency
The Hy-Pro Carb drill from OSG Tap and Die helped make the difference in this shop’s efforts to reduce cycle time enough to win a bid for high-production medical parts.
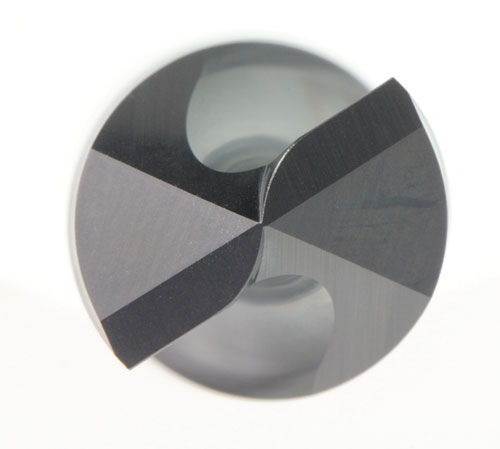
The Hy-Pro Carb features a large negative radial rake angle for a strong cutting edge as well as a thick lip and wide chip pockets for stable cutting and improved chip evacuation.

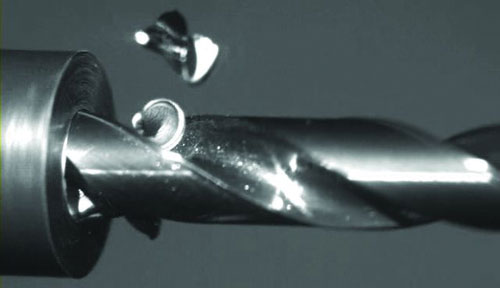
The drill’s geometry is designed to improve chip evacuation, as shown in this general machining shot from OSG Tap & Die. At Wartburg, this capability was critical for reducing cycle time on the 1008 annealed steel connecting brackets.
Share












Related Content
-
Form Tapping Improves Tool Life, Costs
Moving from cut tapping to form tapping for a notable application cut tooling costs at Siemens Energy and increased tool life a hundredfold.
-
How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.
-
Briquetting Manufacturer Tools Up for Faster Turnaround Times
To cut out laborious manual processes like hand-grinding, this briquette manufacturer revamped its machining and cutting tool arsenal for faster production.








