
Partial Automation Inspires Full Cobot Overhaul
Targeting two-to-four hours of nightly automation enables high-mix manufacturer Wagner Machine to radically boost its productivity past a single shift.

Share













Under the leadership of Kurt Wagner, the company’s second-generation owner, Wagner Machine has heavily invested in automation across its milling and turning production departments. Image courtesy of Wagner Machine.
With the bar for productivity continuing to rise, single-shift shops might well be thought to be struggling. But for Wagner Machine, a second-generation family-owned contract manufacturer in Champaign, Ill., hefty investments in automation ensure that one shift is enough.
Bar feeders have long populated the company’s turning department, and in recent years Wagner has added a growing fleet of machine-tending collaborative robots to automate three- and five-axis milling. Yet technology has not been the sole reason for Wagner’s automation success — its philosophy toward automation has been just as important. Namely, the shop does not target 24/7 unattended machining.



“If you can load a bar into a machine and let it run for an hour into the evening, that’s over a 10% production improvement,” Kurt Wagner says.
Two to four hours of automation effectively “increases the length of the day” without adding a second shift, says second-generation owner Kurt Wagner. Some jobs do reach the full 24-hour mark, but by refusing to treat full automation as a necessity, Wagner Machine has widened the range of work for which automation is applicable. “If you’re trying to get 24/7 production, that takes a lot more planning than just trying to bump your production by 50%,” Kurt Wagner says.
Every Little Bit Counts
Originally founded as a manual turning and milling shop for small parts in 1982, Wagner Machine bought its first CNC mill and CNC lathe within a year. The company has kept an eye on technology trends since, from its initial adoption of bar feeders and Swiss-type lathes in the early 2000s to more recent investments in metal additive manufacturing.

Wagner recently replaced its original twin-spindle, single-turret lathes with Hanwha Swiss-type lathes. These newer lathes are more efficient and boast a smaller footprint, fitting five machines into the space three older machines occupied.
Even before the company bought its first bar feeder, the team knew that turning jobs running slightly into the evening achieved greater productivity. “It was obvious that unattended production was a big benefit,” Wagner says, and purchasing bar feeders proved this out. “If you can load a bar into a machine and let it run for an hour into the evening, that’s over a 10% production improvement.” Today, 75% of the lathes at Wagner Machine are equipped with bar feeders.
Recent investments in the milling department have enabled it to catch up in productivity. Wagner bought four, three-axis FANUC RoboDrills to handle high-speed milling, as well as five more five-axis RoboDrills. The linchpin in the department’s success, however, has been the addition of FANUC CRX collaborative robots (or, cobots) to automate machine tending.
But where Wagner Machine never expected every automated turning job to run all night, the company’s initial attempts to automate milling proceeded with this expectation. These automation attempts were marked by process control, coolant overflow and chip problems, and efforts to perfect the automated programs proved time-consuming. For a shop with a varied mix of work that tends to see production jobs last between a few days and a month, this perfectionism was a trap.
To bypass these issues, the company adjusted its expectations for milling automation to be in line with its expectations for turning automation. This means focusing on automation that can be reliably set up in a single shift, typically resulting in around two to three hours of unattended machining per night. Automation for longer-running jobs might justify some extra time for refinement, but generally the company gets its machines running as quickly as possible. “You can’t spend three days automating a five-day job,” as Wagner says.

Parts may not be perfectly located on the positioning tray, so Wagner Machine programs its cobots to locate workpieces on a repositioning block. This angled block uses gravity to precisely position parts, making probing unnecessary in the machine. A grid layout with movable pins allows easy adjustments for different parts. As the cobot performs this process while machine is running, it doesn’t add to the overall cycle time.
Proving and Probing
Wagner Machine took its first step into robotic automation seven years ago, when a friend of Wagner’s father offered the company an old robot for free. That machine-tending robot and a second traditional robot are still on the floor. However, the company has recently standardized on cobots, which Wagner says are less expensive, are easier to integrate and occupy less floorspace.
While cobots are slower than traditional robots, with Wagner’s FANUC cobots hitting a max speed of 10 inches per second, the company sees this as a benefit. Wagner Machine even slows down its faster robots to move closer to this speed. “Many industrial robots can move over six feet per second, but if anything goes wrong at that speed, you’re going to cause serious damage,” Wagner explains. Load times are still under 30 seconds at the company’s slower speeds, and process security is much improved with the knowledge that the robots will not damage either themselves or an expensive CNC machine.
While regular quality checks add time during the day shift, Wagner says that certainty in the machines’ consistency is what enables the company to perform unattended machining at night.
Wagner Machine proves its automated processes by running unattended trials during the day, then allowing limited runs in the evening. These test runs help Wagner detect any glaring issues and optimize around them, ensuring the lights-out process is repeatable.
Most parts require new grippers and part positioning trays, and all new parts require at least slight modifications to the robot program. Even so, the company has found automation profitable for jobs with quantities as low as 300 parts or jobs that require at least 50 hours of total machining time. For example, one low-quantity job with long cycle times would have taken six days to run manned, but Wagner automated it in a day and completed it in two days thanks to overnight automation.

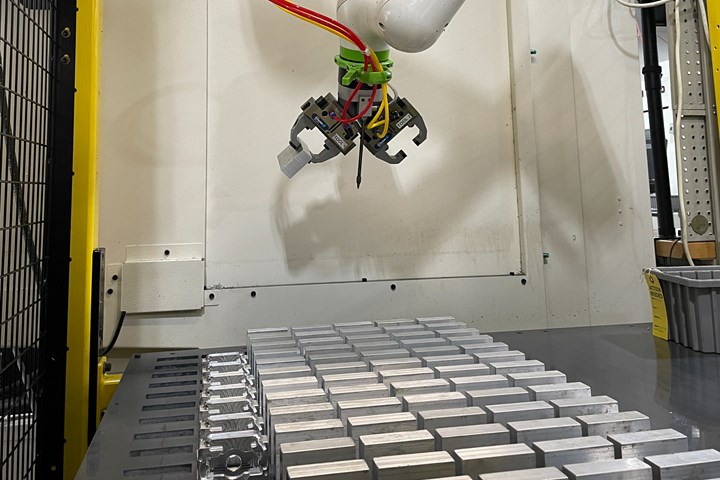
After realizing its first cobot (pictured here) was vulnerable to liquid coolant, Wagner Machine standardized on waterproof cobots. Side-mounting these cobots improves their ability to reach into and maneuver around machines, simplifying setup and reducing loading times.
Countering Complications
As part of simplifying its automation process, Wagner Machine has focused on several key refinements, including:
- Custom Frames. Around two years ago, Wagner Machine decided to optimize and lower the cost of future automation by developing custom frames. The mounting positions for cobots on most machine tending cells are too high, and cobots’ elbows tend to interfere with the top of the door and tools in the machine, Kurt Wagner explains. Side-mounting the cobot eliminates most interference issues, and enables users to position cobot cells directly against the machines they automate. The design saves floor space, maximizes part tray area, and works on almost any machine, Wagner says.
- Repositioning Blocks. Schunk self-centering vises repeat extremely accurately for workholding in the machine, but require that every blank is picked precisely from the loading tray, even with built-in clearance to allow for varying blank sizes. To solve this difficulty, Mark Harding, a family friend and longtime robot integrator, suggested the use of a repositioning block. With this method, the cobot picks parts from rough locations on the loading tray and places them on a tilted plate mounted on the side of the cobot cell. Gravity settles the part onto three locating pins, enabling the cobot to pick the precisely relocated part from the exact same place every time. This method of locating parts usually eliminates the need to probe parts or use hard stops in the machine.
- In-Machine Probing. Wagner uses Renishaw probes for two purposes: part load verification and broken tool detection. For difficult or critical parts, the spindle probe can be used to adjust work offsets or verify that the part is loaded correctly. If it isn’t, the automation programming can order the robot to reload the part, skip to the next part or stop the machine to ensure it does not create scrap parts. Similarly, the tool probe can be used to ensure tools are unbroken, stopping the machine in case of irregularities.
Wagner Machine is a high-mix manufacturer, and each part requires a redesigned tray, a new program and new grippers before automation can commence. The company has found that grippers with a carbide or hardened steel tip work best for securely gripping rough blanks, while plastic tips work best for unloading finished parts.
- Chip and Coolant Management Strategies. The need to manually clean chips from automated machines was an early stumbling block for Wagner’s automation strategy. When chips build up, coolant overflows and machines run out of coolant, leading to catastrophic errors. This difficulty was especially apparent in aluminum applications, which can require cleaning out chips two or three times per shift. Now, chip conveyors are standard on any machine Wagner plans to automate. The company’s machinists also learned to top off coolant at the end of the day shift to ensure enough supply for lights-out production.
- Consistent Quality Checks. Wagner Machine is ISO9001 and AS9100D certified, and regular inspection is key to its manufacturing processes. Machinists and the quality department check parts at regular intervals during the day to ensure everything is running consistently. While the process adds time during the day shift, Wagner says that certainty in the machines’ consistency is what enables the company to perform unattended machining at night.
- First Op Focus. The company prefers to automate first operations because they typically have longer cycle times, blanks don’t need to be precisely located, and there is less overall risk if something does go wrong. Secondary ops, which often require exact part location, typically run during the day, when machinists are present.
- Second Ops for High Volume. Under select circumstances, Wagner has had success automating second ops with vacuum fixtures and robotically loaded mini-pallets. Both methods accurately locate parts to ensure consistency between loads, but as they take more time to set up, this automation strategy is reserved for higher-volume jobs.
- Automatic Machine Doors. Tasking the first cobot to manually open machine doors added 10 to 15 seconds to the cycle time per part. With auto doors, Wagner’s cobots remove parts from the machine, clean them via air blowing and insert the next blank within 30 seconds.

Once it was satisfied with its custom cobot frame, Wagner Machine built five more. Even with only three cells operational by the time of MMS’ visit, Kurt Wagner says the production milling department has seen a 30% increase in overall productivity.
Thriving Through Automation
In the last year, robotic automation has helped the production milling team increase productivity by more than 30% while improving on-time delivery. Wagner has ordered more cobots to fill additional cells and replace its original free robot. Wagner is also looking into the feasibility of using cobots to tend CMMs at night or automate deburring and assembly. Whatever it decides to do, the future of Wagner Machine looks increasingly automated.








Related Content

Which Approach to Automation Fits Your CNC Machine Tool?
Choosing the right automation to pair with a CNC machine tool cell means weighing various factors, as this fabrication business has learned well.
Read More
Cutting Part Programming Times Through AI
CAM Assist cuts repetition from part programming — early users say it cuts tribal knowledge and could be a useful tool for training new programmers.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
Same Headcount, Double the Sales: Successful Job Shop Automation
Doubling sales requires more than just robots. Pro Products’ staff works in tandem with robots, performing inspection and other value-added activities.
Read MoreRead Next

AI Chip Flushing Keeps the Lights Out
Swiveling, camera-guided coolant nozzles solve a CNC machining automation problem that is ideal for artificial intelligence (AI).
Read More
Fill the Night Shift with a Machine-Tending Cobot
When a large order necessitated adding a third shift, Toolcraft was having trouble hiring anyone to cover it. By investing in a UR5e collaborative robot from Universal Robots, the shop quickly achieved 24/7 production as well as time savings and increased throughput.
Read More
Avoiding a Failed Automation Integration
New features that simplify robot use have blurred the lines between tasks that shops can automate independently from those that will require the support of an integrator. Here’s what shops should keep in mind to avoid a costly failed integration.
Read More