
More Demanding Than Production
The challenges of prototyping have dramatically increased. This company reinvented itself to specialize in the tight-leadtime process development that prototyping now entails.



Tony Cremers has seen prototyping change dramatically. A prototype (such as the one he’s holding) is now essentially a production part. His company has changed to meet the new demands.

The most basic resource for responding to tight lead times is capacity—enough so that jobs don’t have to wait. Craft has more than doubled its number of machining centers in the last five years.

Prototyping for castings has been the most active area of Craft’s business lately.

The triangle-shaped part at right offers a particularly good illustration of why fourth-axis machining is valuable. Pivoting this part within the cycle allowed features facing out from all three points of the triangle to be machined in one setup.

As part size increases, competition decreases. Craft finds its best opportunities in prototyping larger parts using equipment such as this bridge-type machine.

Several of Craft’s machining centers now have fourth-axis capability. This part runs in the fixture in the next photo, which enables the spindle to reach machined features all around the part during a single cycle.
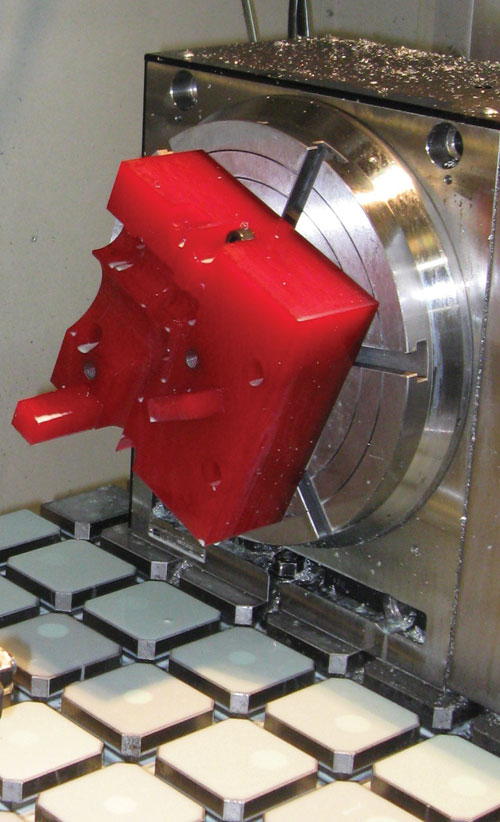
This fixture illustrates the shop’s approach to workholding. Because any given part is unlikely to be seen again, the shop cuts temporary fixtures out of machinable plastic.

Portable CMM arms provide dimensional validation, as Craft project manager Steve Shade explains. A second arm in addition to this one provides in-process measurement. It can be taken to the shop floor and clamped to a machining center for inspecting a part before it leaves the machine.
Share









Hwacheon Machinery America, Inc.
Featured Content
View More






Takumi USA
Featured Content
View More





Prototyping used to mean just making a prototype. It’s not that simple anymore.








Related Content

The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read More
4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More