
Keeping Things In Focus
Machine-mounted video cameras are part of a system that help a shop owner get more work done while spending less time in the shop. He can monitor and control what’s happening on his machines remotely. He’s also developed strategies for reacting to events such as unexpected tool wear or sudden tool breakage without returning to the shop to fix the problem.


Tool length monitoring and spare tool selection are key parts of the shop’s strategy to extend unattended machining.

Tool length is measured automatically when the tip of the cutting tool passes through a laser beam directed between the unit’s uprights.
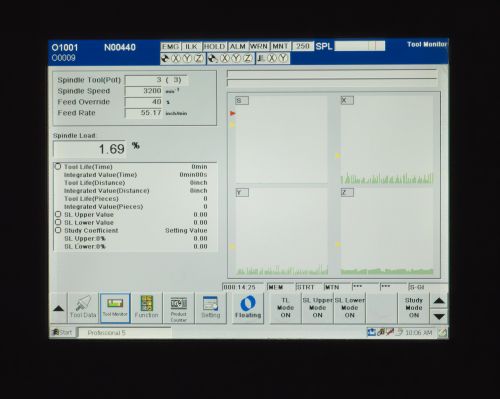
The tool monitor page of the CNC interface shows a readout of spindle load as a percentage of the full amperage that the spindle motor can draw. Values for top spindle load allowable for each cutter can be set so that the spindle turns off if tool breakage causes a spike.
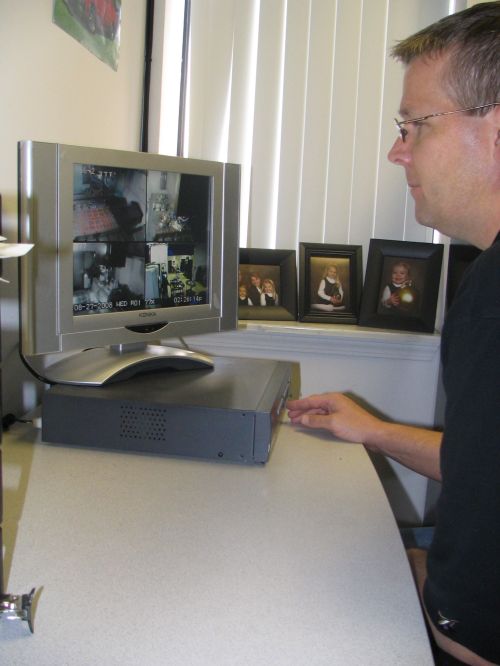
The digital video recorder in Mr. Greenwald’s office lets him view machining operations on his three VMCs as well as the general shop area.

The video camera in each VMC is mounted to a sidewall of the machine enclosure.
Share












It was a bold move when Corey Greenwald started his shop, Hard Milling Solutions, in August 2004. He had a very clear idea of what kind of shop this would be. It would be dedicated solely to advanced hard milling, a process that requires special equipment and precise knowledge. At the time, most shops weren’t ready to do hard milling themselves, but they desperately needed it to streamline mold production, finish details in hardened tool steel or produce intricate medical components. No one had created a shop like this before.
The venture was especially daring because in 2004, Mr. Greenwald was neither a professional machining expert nor a seasoned tool and die maker. He was a manufacturing engineer who simply saw tremendous benefits to hard milling. His only experience with hard milling had been with a previous employer that had Mr. Greenwald manage the installation of a machining center to hard-mill forming punches. With the new machine in place, punch production dropped from 30 days to 6. However, Mr. Greenwald could plainly see that even greater productivity gains were possible if the employer had been intent on pursuing them. This vision of hard milling’s full potential inspired him to learn all he could about the process.



The more Mr. Greenwald learned about hard milling, the more he believed in its value. It became clear to him that the only way he could discover all that could be done with hard milling was to start his own shop. Thus, Hard Milling Solutions was born. With the backing of a good friend who owned a nearby wire EDM shop, Mr. Greenwald started out with one machine, a V56 VMC from Makino (Mason, Ohio), in a leased factory bay in a suburban industrial park north of Detroit. In the beginning, his only employee was a mold-maker who shared Mr. Greenwald’s curiosity and
interest in exploring new territory in machining techniques.
And it certainly was a pioneering effort. Many aspects of hard milling were still being developed. Different shops were trying different approaches—and not always with equally successful results. However, Mr. Greenwald’s intense study of hard milling and all the disciplines necessary to make it reliable and predictable began to pay off. He not only applied what he learned from his mentors at a local machine tool dealership, tooling supplier and software reseller, but also did his own research.
While making sure his shop attracted enough work for his machine to earn its keep, Mr. Greenwald sought the kind of jobs that would force him to refine his techniques, experiment with speeds and feeds and push the process into extremes not yet tested or proven. He never turned down work because he thought it couldn’t be done. As he gained experience and insight, his confidence in his shop’s capabilities grew. He soon added a second machine and enlarged his shop space as he continually upgraded the tooling systems and programming software that supported his hard milling prowess (see sidebar “Hard Milling Made Systematic” below).
Hard Milling Solutions was a success. The business was growing steadily. Mr. Greenwald seemed to have a winning formula for applying hard milling to plastic injection molds, forging dies, medical components and aerospace parts in material as hard as 65 Rc. In fact, Mr. Greenwald became an advocate for the hard milling process. He solidly believes that hard milling must be widely adopted by mold shops, medical manufacturers and even production houses. He has been promoting hard milling at seminars, trade shows and dealer open houses for several years now, even as his own shop continues to expand. Hard Milling Solutions added a third Makino VMC in 2006 and is currently plans to order a fourth machine. The shop now has three employees.
Who Owned Whom?
But that is not the end of the story. Although owning his own shop allowed Mr. Greenwald to pursue a vision, he also discovered that along the way, the shop often seemed to own him. At first, mastering hard milling took long hours and hard work. Operating at the edge of a machine’s limits or a cutting tool’s capabilities was stressful. Striving to meet every customer’s expectations became a full-time preoccupation.
Ironically, part of Mr. Greenwald’s approach to hard milling meant learning how to exploit every opportunity for unattended machining. As he attests vigorously in his seminar presentations, the disciplined, systematic approach necessary for hard milling also lends itself to unattended machining. In fact, according to Mr. Greenwald, unattended machining is mandatory with hard milling if it is to be practical, profitable and sustainable. Running a machine virtually around the clock is the key to the ultimate productivity of the hard milling process, as he sees it.
However, unattended machining did not necessarily mean being able to walk away from the shop while the machines were running. It meant being able to walk away from the machines so that other activities, such as preparing cutting tools and programming tool paths, could be conducted simultaneously. Unattended machining was part of the multi-tasking to which the Hard Milling Solutions staff became accustomed.
“Unattended machining means not having to stand right in front of the machine watching its every move or listening to the sound of the cutter at every moment. You can walk away, but a machine running in unattended mode still needs to be checked periodically,” Mr. Greenwald explains. Conducting those periodic checks tied him to the shop. “We set up machines to run overnight and over entire weekends, but one of us had to sacrifice a solid night’s sleep to check on a critical job from time to time. Even taking turns for this duty was a burden,” he recalls.
As pleased and proud of his shop as he was, Mr. Greenwald came to a conclusion. He didn’t want to live to work; he wanted to work to live. “I wanted my life back,” he says. When Mr. Greenwald started Hard Milling Solutions, his oldest daughter was 1 year old. “I missed a lot of her next two years getting my shop up and running,” he admits. He started questioning whether his life was really focused on the right things.
So about 2 years ago, he turned his attention to techniques that could let him run his own business but still have a life of his own. With the same combination of persistence and innovative thinking that made Mr. Greenwald successful with hard milling in the first place, he has been able to implement a system that lets him monitor and control what’s happening on his machines remotely. He’s developed strategies for reacting to events such as unexpected tool wear or sudden tool breakage without returning to the shop to fix the problem.
Video cameras mounted on the machines and over the shop area are one part of this approach. Another element is Web-based network software that lets a desktop PC at home or a laptop on the road act like the control panel on the machine tool. Finally, Mr. Greenwald has devised a method for using the automatic features of his machine tool controls and the flexibility of his programming software to swap in fresh cutting tools as needed to virtually guarantee uninterrupted machine operation.
“The system lets me run a machine 23 of 24 hours a day with one shift actually in the shop. We can get as much as 96-percent uptime on our machines. Best of all, I’m with my family more often on evenings and weekends, and my employees have more normal lives as well,” Mr. Greenwald says.
Getting His Life Back—Step 1
The first step was installing video cameras and linking the digital video recorder (DVR) to the Internet.
Because his approach to hard milling was based on his own proven machining techniques, periodically glancing into a machine that was operating in the “unattended” mode was sufficient to manage the occasional tool breakage caused by an unknown variable in the process or a programming error. However, it was necessary to make trips to the shop every few hours during nighttimes or weekends. “All we wanted at this point was a visual check of the machining area—the ability to see whether the machine was still running properly. Most of the time, one of us drove in, looked into the machines and then drove home,” Mr. Greenwald recalls.
Putting in the cameras made these routine check-ups unnecessary. “This part was obvious and easy,” Mr. Greenwald says.
Installation was simple and straightforward. Mr. Greenwald hired a local supplier who used off-the-shelf commercial digital video cameras, one inside each of the three machine enclosures and one mounted on a wall overhead for a view of the shop area. The cameras inside the machines are attached to small plates bolted to the sheetmetal. The video-feed cables run out the top of the enclosure and across the shop above the suspended ceiling. The cables then drop down to a monitoring station in Mr. Greenwald’s office. Each camera’s 15-volt DC power cord is threaded through a hole in the machine enclosure and connected to a transformer which plugs into a nearby wall socket. According to Mr. Greenwald, the camera system was installed in one evening.
The machine-mounted cameras, which are about the size of a single-serving soup can, are waterproof and have fixed-focus lenses. Infrared, light-emitting diodes surrounding the lens opening allow the cameras to detect heat in the machining chips, which show up as bright “sparks” on the video display. This can be useful to verify that a cutter is still working. The fact that the shop does most hard milling dry (without coolant) enhances visibility. When the occasional aluminum workpiece is milled with flood coolant, the lens must be wiped off afterward. No other maintenance is required.
The monitoring station in Mr. Greenwald’s office consists of the DVR and a flat-screen video display. The display normally shows all four camera views at once, but touch buttons on the DVR can expand a chosen view to full screen. The DVR also serves as a network connector.
The ability to access the camera views on a password-protected, Web-based network gives the system its real value. “Otherwise, all the monitor in my office does is save me some steps during the day,” Mr. Greenwald notes. Setting up the network mainly involved getting a static Internet protocol (IP) address for network access, which Mr. Greenwald negotiated with his local Internet service provider. This enables the camera views to be accessed like a Web page. A one-click desktop icon automates the link.
Any electronic device with an Internet connection can access the camera views. “Now I can log onto the Web on my home PC and check on the machines,” Mr. Greenwald says. A laptop with a wireless connection lets him do the same when traveling or visiting customers.
Step 2—Network Power
Not long after the video monitoring system was set up, Mr. Greenwald and his employees began to consider ways to use network access to further advantage. “When it was necessary to make a trip to the shop because a machine had stopped or we weren’t happy with the tool path, we couldn’t do anything about it until we arrived,” Mr. Greenwald explains. Once at the shop, checking the DNC list on the CNC display revealed where the problem occurred or where a broken tool alarm was triggered. Reviewing the related portion of the toolpath program in the CAM software usually showed how the problem could be fixed by modifying a stepover, adjusting a feed rate or opting for a different machining strategy. After the changes were entered, the software generated a new tool path, which was then checked for gouges, post-processed and downloaded to the CNC. After checking the cutter and replacing it if necessary, Mr. Greenwald or the machinist on duty restarted the machine.
“Problem was, all of these fixes take time,” Mr. Greenwald says. Generating the new tool path was especially time-consuming. Until the revised program was ready, there wasn’t much to do but wait, which meant losing that much more sleep or time away from family. “At that point, we realized that if we could check the CNC and the CAM software remotely, we could have a programming fix underway before driving to the shop. That way it would be ready or near-ready when we got there,” Mr. Greenwald says.
Fortunately, the means to accomplish these ends soon became apparent at a Makino productivity seminar in September 2007, where Mr. Greenwald learned of a local software firm, Remote Machining Inc. (West Bloomfield, Michigan). This company had developed software that allowed a network computer to access the Makino CNC unit and mimic the functions remotely. This enabled a user to view pages of the CNC interface and enter changes. By the end of the year, Mr. Greenwald had this software installed on one of the V56 VMCs in his shop.
The next part of the puzzle was accessing the CAM system remotely. This was accomplished by subscribing to a Web-based service called LogMeIn (www.logmein.com). This service allows a networked computer to act as a virtual representation of another computer on the same network. As Mr. Greenwald explains, it lets him use his home PC or laptop as if it were his office PC. Application software, such as the NC programming system, runs on the local processor in the shop, but the remote PC or laptop presents the same user interface and functionality as the office PC.
With these systems in place, Mr. Greenwald can monitor his machines running in unattended mode and manage the shop workload effectively—without being present to do so. There are no wasted trips to the shop “just to check things out.” If a visit is necessary, little time is wasted “just waiting for the programming software to crunch the numbers.” Because several jobs can be set up in a machine at one time, he doesn’t have to be in the shop to juggle the order in which they run. He simply calls up the Data Center page on the CNC and changes the lineup of jobs waiting in the DNC schedule list.
A typical scenario away from the shop might go like this:
• Check the machine by logging on to the appropriate camera.
• If the machine has stopped or is not running satisfactorily, log on to the CNC and check for machine alarms or other indications of a problem.
• Log on to the CAM software computer and check toolpath output, modify the program, rerun the toolpath generator, check for gouges in simulation and “post” the tool path.
• Return to the shop—or not—depending on the urgency of the job.
Step 3—The Pause That Refreshes
(The Cutting Tool, That Is)
The latest developments at Hard Milling Solutions have taken the shop to higher levels of automation and productivity. These developments take advantage of special features in both the Makino CNCs and the CAM software. They also draw on the shop’s unusually deep knowledge of hard milling. “We wanted to attack the situation on two fronts,” Mr. Greenwald explains. “We wanted to find new ways to manage the risk of tool breakage, for one. For another, we wanted new ways to cope with cutting tools that did break or wear excessively.”
Spindle-load monitoring presented the first opportunity. This is a feature of the control systems on the VMCs. In addition to showing spindle load as a numerical value, the control allows an upper limit to be set so that the machine trips an alarm and shuts off the spindle automatically if this limit is exceeded. Because the shop has compiled a comprehensive database of machining parameters for every size and type of cutter and every material it machines, Mr. Greenwald could add maximum spindle load values for every tool in the database. In some cases, values were confirmed with further testing. Entering these values in the spindle-load monitoring feature ensures a fast, safe and automatic response to a spike in spindle load that indicates a broken tool.
“One thing this allows us to do is use a button-style insert cutter for roughing hardened material in unattended mode,” Mr. Greenwald claims. This style of inserted tool is more versatile and economical for roughing than a comparable solid carbide tool. However, if one of the inserts fails, the cutter can quickly damage the insert adapter body and other components of the tool assembly. Damage to the toolholder, workpiece or spindle can also occur. For this reason, the shop never ran this type of tool unless someone was nearby to react immediately to the telltale sound of a broken insert. Now, it’s routine to use these cutters when everyone is away from the shop, a development Mr. Greenwald would have considered unimaginable in the past. The extra protection for solid carbide and other types of cutters that this feature provides is also significant, he adds, noting that confidence in the values entered as spindle-load limits is essential.
Another feature in the Makino CNCs helps the shop manage tool wear or breakage on long-running jobs such as rib cutting (machining the deep slots in a mold that form stiffening ribs in the molded part). The spare tool selection feature allows a spare tool to be retrieved from the tool magazine if a tool-length check indicates a missing or worn tool. Each machine is equipped with a laser-based tool length monitoring system by BLUM (Erlanger, Kentucky). The beginning and end of every job program includes a subroutine to check tool length. At the end of the program, if a broken tool is detected or if tool wear exceeds a set limit (which can be small as 0.001 inch), the CNC “rewinds” the program to the point of the last tool-length check and executes the program again with a fresh cutting tool.
“Our strategy was to combine this spare tool selection feature with a feature in our CAM software that lets us break up long programs into segments of a certain timed length,” Mr. Greenwald says. The shop uses CAM-Tool from Graphic Products North America (Windsor, Ontario) to program tool paths for hard milling. Options in this software for postprocessing include dividing the output into segments based on projected machining run time. As an example, Mr. Greenwald cites a rib-cutting program that would run a total of 10 hours on the machine. He had the postprocessor create 20 programs running 30 minutes each. Thus, the VMC checked tool length before and after each of these 20 programs was executed. Several identical rib cutters were loaded in the tool magazine so that a spare was available to replace a worn or broken one. “The beauty of this approach is that we rarely lose more than 30 minutes in any period of unattended operation due to tool breakage or wear. Not only that, the ribs will be machined perfectly when the job is done,” Mr. Greenwald says.
He reports using this strategy for a large mold that involved 100 hours or so of rib cutting. The machine ran non-stop around the clock for a little over 4 days. The tool magazine had been stocked with five spare rib cutters to cover any emergency tool changes.
Seeing Is Believing
Hard Milling Solutions’ video cameras have turned out to be a useful sales tool, a benefit that Mr. Greenwald did not anticipate. Just as he can view machining operations at home, he can also view them on his laptop on a customer call. “I can literally take my shop with me wherever I go,” he says. Live views of the machines in operation prove the value and viability of unattended machining as practiced in his shop.
He can also share access with a customer, anywhere in the country, who might be inquiring about a current job. This lets him show the customer’s workpiece set up on the machine or even being machined. Questions about the workpiece or setup can be answered quickly and with greater certainty, Mr. Greenwald reports. Likewise, when he is in the shop, he can e-mail recorded clips of the camera views to a customer for viewing.
The possibilities appeal to Mr. Greenwald’s imagination. The one he is particularly fond of is a mental image of him sitting on a beach chair by the ocean, with his wife and young daughters playing in the sand nearby. If he wants to check on how things are going on the machines back at the shop, he reaches into the picnic basket for his laptop or i-Phone…you get the picture.








Related Content

Lyndex-Nikken Collets Enable Accurate Small-Diameter Cutting
The MMC Mini-Mini collet chuck is well suited for high-speed machining applications where clearance is needed, such as die mold, aerospace and medical parts.
Read More
Grob Systems Inc. to Host Tech Event With Industry Partners
The 5-Axis Live technology event will highlight new machining strategies for optimizing the production of complex medical, aerospace and mold/die parts.
Read More
Cimatron's Updated CAD/CAM Software Streamlines Mold Design
Eastec 2023: Cimatron V16 includes a clean new user interface and increased automation for faster mold design, electrode creation and NC programming.
Read More
For This Machine Shop, Licensing Is the Answer to the Inventor’s Dilemma
Machine shops are natural inventors, but not necessarily suited to supporting and marketing a product. This Minnesota shop with an invention related to micromolding will share it through licensing.
Read MoreRead Next

Where New Machines And Methods Overshadow The Old
Eclipse Mold makes a good case for high-end machining centers as the basis for effectively machining to zero.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More