
Job Shop Thrives on Specialized Software
ABEN Machine Products reduced programming times by integrating five-axis machining with GibbsCAM software.

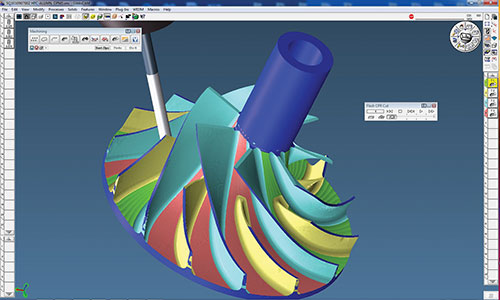
GibbsCAM MultiBlade simplifies the five-axis interface presented to the user, eliminating several model-preparation steps, and automating several programming steps. An impeller with single splitter is shown here in GibsCAM Cut Part Rendering.

Here are three stages of an aluminum impeller, with the finished (polished) part in front, a matching blank at center right and an unpolished impeller in back.

Aside from the programming challenges overcome with GibbsCAM MultiBlade, an additional challenge for ABEN is machining between the blades and splitters. To reach between them, the shop roughs with a 0.093-inch ball end mill, finishes blades with 0.078-inch ball end mill and finishes the floor radius with 0.062-inch ball end mill. Finished, this aluminum impeller is 1.750 inches in diameter, with 0.700-inch blade height and 0.025-inch blade thickness.
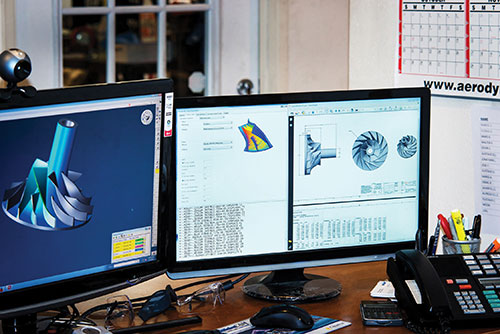
Esdras Giron’s dual-monitor workstation shows an impeller model in a GibbsCAM Feature Manager screen (left), and the “Surface Toolpaths” screen of MultiBlade (middle top) next to a PDF drawing of the part.
Share








Hwacheon Machinery America, Inc.
Featured Content
View More
Takumi USA
Featured Content
View More










With a history of taking on challenging jobs and learning the best way to complete them, ABEN Machine Products was confident it could make aluminum and Inconel impeller prototypes using five-axis machining—an operation that was entirely new to the company. By upgrading its GibbsCAM software to an easy-to-learn five-axis version, the company was able to reduce programming time and quickly begin machining.
ABEN Machine got its start in 1998 when Esdras Giron, vice president of engineering and manufacturing, Nabeel Saoud Ph.D., president, and two other partners rented a 1,000-square-foot space that housed a Yang three-axis CNC with a licensed seat of GibbsCAM. As the company grew and began to develop a good reputation for solving manufacturing problems, it moved to different facilities. Its current 6,000-square-foot facility in Conoga Park, Calif. includes seven CNC mills, six CNC lathes and assorted support equipment used primarily to make mechanical components and circuitry housings for first-tier aerospace and microwave telecommunications suppliers. ABEN has become more than just a job shop—it takes projects at the concept stage, makes prototypes, and helps its customers develop and engineer projects. The company employs 17 people, running a full day shift and a partial night shift.



Last June, ABEN added three machines and a trunnion for a Haas VF-4, partially in preparation to help a long-term friend with a job machining prototype impellers for natural gas powered turbine engines. To make the parts and keep costs low, the shop acquired an economical five-axis software. However, the software was not sufficiently intuitive for even an experienced CNC programmer to understand. With a lack of support from the manufacturer/publisher and only very basic training available, the company needed to find another five-axis software solution.
Already familiar with GibbsCAM software from Gibbs and Associates (Moorpark, Calif.), ABEN turned to its representative and upgraded the shop’s three-axis wireframe software to solids-based GibbsCAM 5-Axis MultiBlade, a package designed for turbomachinery parts.
MultiBlade is an automating interface option accessible through the Surface Paths drop-down menu within the GibbsCAM five-axis parameters. It uses the underlying five-axis processes and algorithms, but saves a considerable amount of time in programming, the company says, especially for users who do not program and machine bladed parts regularly.
For example, without MultiBlade, a user would have to go through eight steps of geometric model manipulation just to prepare the model for programming, and then go through multiple screens of parametric settings. By contrast, MultiBlade eliminates all of these tasks because it automatically recognizes part features, eliminates all the five-axis machining variables that are not applicable to turbomachinery parts from the interface and provides easy interaction through just five context-sensitive parameter-entry screens.
With just three partial days of training from the GibbsCAM representative, Mr. Giron was up to date with solids modeling and machining. Even though he had missed the most recent five-axis training session at Gibbs, Mr. Giron was confident that his knowledge of machining and the representative’s knowledge of using five-axis software would enable the two men to figure out MultiBlade together.
“It was easy to figure out,” Mr. Giron says. “We followed a sample and tested the program, made some adjustments to the toolholder rotation angles to prevent collision, and we started machining.”
Each of the natural gas powered turbine engines requires four small impellers, two of aluminum and two of Inconel. While the five-axis work was new to Mr. Giron, his greatest challenge was determining the feeds and speeds for the tiny cutting tools needed to reach between the impeller blades and achieve the tiny floor radius. “I broke a lot of tools before I found the right feeds and speeds,” he says.
The aluminum impeller is 1.750 inches in diameter with 0.700-inch blade height. Mr. Giron uses three ball end mills to cut the impeller: 0.093-inch for roughing, 0.078-inch to finish the blades and 0.062-inch to finish the radius. As a result, the final blades are 0.025-inch thick. When the run of aluminum impellers is complete, he will begin with the Inconel, which he expects to take three times as long to machine, although he’ll be able to increase tool diameters to 0.156 inch, 0.093 inch and 0.078 inch.
While the predominant reason for ABEN to implement five-axis machining processes was to take on the impeller application, Mr. Giron began to find other applications in which the software would be beneficial. He quickly discovered that the software enabled other parts to be programmed and machined more efficiently because he could program two rotary axes, lock either or both axes, and have unrestricted control of the tool axis relative to the workpiece.
While ABEN can now machine parts it wasn’t able to take on before five-axis motion, the greater benefit is faster machining and improved part quality using the five-axis software. Many parts that would require multiple setups on different machines can be made in one or two setups, reducing handling time and opportunities for error. Furthermore, using one or two axes strictly for rotation and location, while machining in three axes, enables ABEN to use shorter tools for greater rigidity and improved surface finish.
The move from basic functionality to solids machining using the new software was a major time-reducing leap, Mr. Giron says. “I don’t need to create geometry, and what it does with solids is amazing,” he says. “I only select a pocket or some other feature, and the software just does it. I don’t need to tell it how many degrees to move. It just goes to the location, rotates and machines it.”
In a recent application, ABEN produced a sensor designed to go down 15,000 feet for a supplier of fiber-optic-based seismic monitoring systems for oil and gas companies. The housings are made from metals including aluminum, brass, bronze and 17-4 H1150 stainless steel, and in order to protect the fiber optics, they cannot have sharp corners or edges, Mr. Giron says. The part is 25.5 inches long with two eccentric ODs (4 inches being the larger), and multiple pockets, grooves and holes. The part took about 7 hours to program, but according to Mr. Giron, the five-axis software saved him about 70 percent programming time compared with a similar part he programmed before implementing the new software. It also saved him a lot of machining time—he was able to lock down an axis and machine the part in one shot. “It’s amazing,” he says. “I’m doing five-axis machining, but my scheduled five-axis training is two weeks away.”
Five-axis machining capability has opened the doors to even more work for ABEN. Although it cannot add another machine to its current location due to space, it is confident that its philosophy of little profit from a lot of work, fairness to customers and a reputation for reliability and quality will help as it considers options for expansion.
















Related Content

How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
The Power of Practical Demonstrations and Projects
Practical work has served Bridgerland Technical College both in preparing its current students for manufacturing jobs and in appealing to new generations of potential machinists.
Read More
How this Job Shop Grew Capacity Without Expanding Footprint
This shop relies on digital solutions to grow their manufacturing business. With this approach, W.A. Pfeiffer has achieved seamless end-to-end connectivity, shorter lead times and increased throughput.
Read More
6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More