Incremental Automation Pays Dividends
While successful mold makers agree that automation is necessary to remain competitive, they often have different opinions about how to integrate automation. This mold maker does it in gradual phases, and in doing so, it drives shopfloor workers to roles of greater responsibility.

Share












This company’s incremental integration of automation began with an electrode machining cell...
...then came ram EDM...

...next was high speed milling...

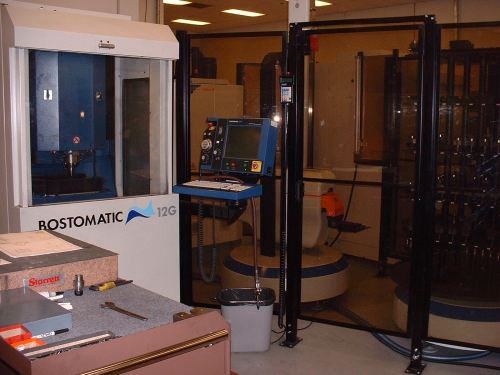
...and lastly CMM inspection.
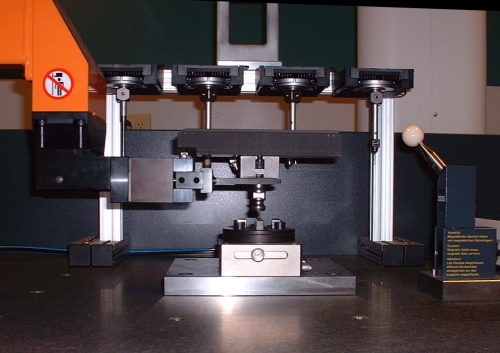
The integrated tooling system is common to all but one of the machines found in the cells. A pneumatically operated table chuck installed in the machine receives a drawbar mounted at the bottom of workpiece pallets for repeatable positioning.

Prestige Mold has added two injection molding machines (IMMs)—one hydraulic-electric hybrid and one all-electric—and a dedicated process technician for in-house plastics parts sampling and mold qualification. The IMMs allow the shop to perform its own mold testing prior to customer delivery, rather than relying on an outside molder for qualification. In fact, mold makers that don’t have in-house sampling capability are not even allowed to quote jobs for some OEMs because of confidentiality issues and inherent delays in sending molds to an outside molder. The company purchased an all-electric IMM after noticing that many molders had been switching from hydraulic IMMs to all-electrics. Compared to hydraulic machines, all-electric IMMs are quieter, more energy efficient and provide better repeatability. Some OEMs even require that qualification of their new molds be performed on an all-electric IMM. Not surprisingly, Prestige Mold’s all-electric IMM also implements automation (see photo above), using a robot to pick the plastic runner after each mold cycle and deliver the runner to a grinder for recycling (that is, if the plastic is recyclable).
A brass sea turtle sculpture greets visitors at the entrance of Prestige Mold's nicely appointed office in Rancho Cucamonga, California. It is fitting, as there are certain traits that the plastics mold maker shares with such shelled creatures. Longevity, patience and steadfastness are common to both. Sluggishness is not, because the company has made great strides over the years to speed both the design and manufacture of its complex multi-cavity molds.
The addition of robotic automation into key mold component manufacturing processes has made the biggest impact on improving throughput and efficiency. To date, the mold maker has introduced four robotic machine cells which have helped cut mold delivery time by 30 percent versus pre-robot days. Lead by Donna Koebel, CEO and co-founder, the company determined that the best way to integrate automation into the shop was to do so in gradual stages, systematically targeting operations deemed most inhibitive to work flow and/or those that absorbed the most labor hours. As each major bottleneck was expanded, the company found that the next most constrictive process quickly revealed itself and became the next candidate for automation.



This focused, tactical approach to integrating automation was chosen for two reasons. First, it made the most practical use of capital. Second, it seemed less likely to introduce a culture shock to shopfloor workers then an immediate, broad-brush application of automation might cause.
Shopfloor workers become dependant variables whenever a manufacturer makes a move toward automation. In Prestige Mold's case, automation hasn't pushed workers out of their jobs, but rather it has pushed workers into roles of greater responsibility, while instilling a continuous-improvement mindset into the entire workforce. Workers who once loaded and unloaded machines are now smartly setting up the shop's four cells for maximum production during unattended overnight and weekend operation. Workers have also found ways to automate non-machining processes, such as mold design and management of inspection data.
Most mold makers realize that automation is necessary to move forward in a globally competitive market, and so do many job shops. Taking a look at how this mold maker blends robotic automation and human innovation is helpful for any manufacturer with automation on its mind.
Automating In Gradual Phases
Prestige Mold flirted with automation 6 years ago when it added an electrode toolchanger to one of its ram electrical discharge machining (EDM) units. Multiple electrode burning operations could be performed overnight, but the machine lacked workpiece change-over capability. That meant once machining of that single workpiece was completed, the machine would sit unproductively idle for the rest of the night.
The need for robotic automation to allow both tool and workpiece change-out was as obvious as the San Gabriel Mountains that crown Rancho Cucamonga. According to Lance Spangler, company president, cost and delivery time were the primary motivators. "We began to be under bid on jobs that we had been winning for years," Mr. Spangler explains. "There probably were ways that we could have cut corners to lower our cost, but then our quality would have suffered." Shrinking customer delivery deadlines also nudged the company toward automation.
Though the need for automation was clear 4 years ago, the decision was made more difficult because in 2001, the economy was not exactly rosy. However, Prestige Mold was confident in embarking on automation's path, as it saw that other large mold builders were already reaping the benefits of robotic machine loading and unloading.
After deciding upon a strategy to implement robotic automation gradually, the company next had to identify the starting point. Because EDM represents such a significant portion of mold component production, and because that process starts with an electrode, the electrode machining process was the first to be automated. Once that bottleneck was opened with a two-machine cell, the individual ram EDM units had more electrodes than they were able to spark into steel, so two of these machines were paired in a cell. The next workflow obstruction that appeared was high speed machining of hardened steel components, so that became the third two-machine cell. Overloaded with electrodes and mold components to measure, the shop's coordinate measuring machine (CMM) was then automated with a robot. Though the inspection cell is the most recent robot installation, it won't be the last.
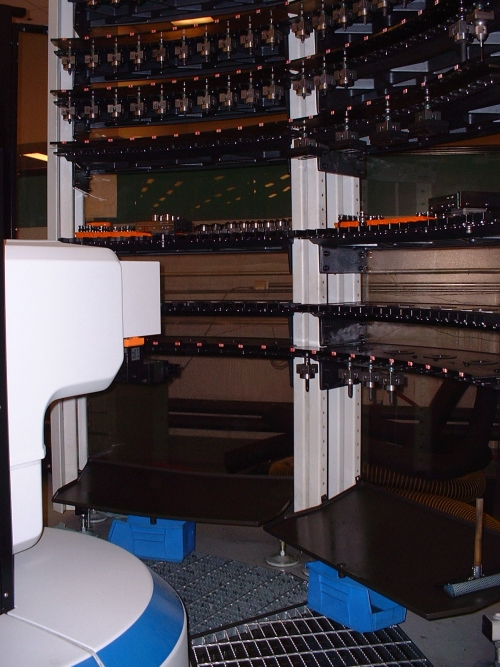
Each of the four cells is anchored by a System 3R (Totowa, New Jersey) Workmaster robot and storage magazines that hold electrodes, steel workpieces and cutting tools (save the CMM cell). In addition, all but one machine within the four cells can accommodate System 3R's integrated tooling system. This tooling system uses standard workpiece pallets that load into mating pneumatically operated chucks installed in the machines, allowing repeatable workpiece location on Prestige Mold's ram EDM units, CMM and three out of four high speed milling machines. Here are brief overviews of the four cells.
Electrode machining—This cell combines two Bostomatic 12G high speed graphite milling machines that have 30,000-rpm spindles. The cell originally used only two "bookcase-style" storage magazines to hold electrodes and cutting tools, but a rotary storage magazine was later added to increase storage capacity to 130 electrodes and 52 cutting tools. The rotary magazine was modified to provide cutting tool storage because each milling machine could only hold 6 cutting tools. This would have been insufficient for overnight or through-weekend unattended production.
Ram EDM—Two Charmilles Roboform 35P units make up the ram EDM cell. This cell has both bookcase and rotary carousels to provide 127 electrode storage positions. In addition to electrodes, the racks can also store 20 magnetic workholding plates, onto which steel components can be secured. A touch-trigger probe, stored in one storage position, is used by the EDM units to locate parts fixed to the magnet before electrode burning begins.
High speed machining—The high speed machining cell may be the most flexible of the four cells. It combines a Bostomatic 18 graphite milling machine and a Mikron HSM 400 vertical machining center (VMC) for milling hardened steel components. The Mikron VMC is the only machine that does not have integrated pallet tooling system. Instead, it accepts System 3R Dynafix pallets that hold large steel components. The cell's rotary magazine provides 18 storage positions for these pallets, along with 90 electrode storage positions. The two machines in this cell, as well as the two machines in the electrode machining cell, have Blum laser toolsetters for non-contact, automatic tool measurement.
CMM inspection—Some shops may find it hard to automate a process like CMM inspection that doesn't actually make anything, but automation is essential when inspection becomes the prime bottleneck. That's what happened in Prestige Mold's case, as both electrodes and steel components were being made faster than the company's single Zeiss Contura CMM could measure them. Therefore, a Workmaster robot and 140-location storage magazine was integrated with the CMM to allow around-the-clock inspection.
Prestige Mold now runs just one attended shift per day, and the cell supervisors' duties primarily consist of prepping the four cells to run throughout evenings and weekends. During the day, the supervisors try to knock out as many first article machining operations of electrodes or steel components as possible, and deliver those to inspection. Measured and approved components are then stacked in the storage magazines and each cell is programmed for the evening's run.
Up-front design work—The company's mold design process is geared toward automation, and starts with a significant investment of time working with the customer to finalize the part design before mold design begins. Each new job starts with the generation of a Solidworks 3D CAD part model that is refined to ensure that it has the proper draft angles, radii and so on to facilitate molding. "Our design capability makes us attractive to new customers, because we are often able to squeeze more cavities into a mold," says Mr. Spangler. "The required up-front work is a bit of a gamble, but we've found it pays off when the customer sees the results of our design improvements."
3D visualization of mold components allows designers to catch mold design problems before sending the design to job checkers who review mold design before material purchase. It also pays off in terms of compressing component manufacturing time. Throughout the design process, approved components such as inserts will be pre-released to the shop before the mold design is finalized. This gives the shop a head start in machining certain components.
The automation push extends to electrode design. The company has developed a proprietary process based on 3D electrode templates of standard electrode shapes. Electrode designers choose a template and modify it per the required electrode shape. As this is done, dimensions are automatically generated on the electrode part print drawing, saving up to 30 minutes of drawing time per electrode and making it easier for new hires to ramp-up on electrode design.
In addition to automatic part print generation, the system automatically calculates electrode overburn (the amount that the electrode is undersized to allow for the spark gap). This eliminates the need for machinists or the CMM inspector to calculate spark gaps and allows them to work directly from the original part CAD drawing. The company's goal is to develop a similar automated template process for the design of mold bases and inserts.
Automated Inspection
Programming of CMM inspection routines begins before components are delivered to the inspection room. Jose Palomares, quality inspector, imports the 3D model of the electrode or steel part into the CMM software. These models can be accessed from a central computer network that contains folders with information for every company job. He then identifies the component's key measurement points, generates the inspection program, loads the cell's carousel with workpieces, and adds the job to the queue.
Mr. Palomares handles inspection data automatically through a file maintenance program he created that consolidates measurement data into a simple report format. Rather than wading through a significant amount of part measurement data, the report lists only those parts and part features that were found to be out of tolerance. This automated reporting capability saves him an estimated 4 hours per day.
Prestige Mold likely will add another CMM to the inspection cell for increased capacity. In addition, a wire EDM unit may soon be mated to a robot to allow untended production. Keeping an eye open to bottlenecks and possible ways to integrate automation is one way this mold maker maintains its steady pace of continuous improvement. This pace, one tempered with patience, has served Prestige Mold well, just as it did the tortoise in the fabled race against the hare. It also provides evidence that no robot can replace a skilled worker who has a penchant for innovation.
Learn more about suppliers here: GF Machining Solutions LLC, SolidWorks Corp., System 3R USA, Inc.








Related Content

How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.
Read More
Four-Axis Horizontal Machining Doubles Shop’s Productivity
Horizontal four-axis machining enabled McKenzie CNC to cut operations and cycle times for its high-mix, high-repeat work — more than doubling its throughput.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
Cutting Part Programming Times Through AI
CAM Assist cuts repetition from part programming — early users say it cuts tribal knowledge and could be a useful tool for training new programmers.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More