HEIDENHAIN is a world-leading provider of encoders, machine controls, touch probes, digital readouts and metrology solutions—empowering engineer...READ MORE
Since 1965 we have been manufacturing precision metal products in the United States. We are a veteran-founded, woman-led business dedicated to mak...READ MORE
Mikron Machining is the leading partner for high performance machining systems to manufacture complex and precise metal components in high volumes....READ MORE
Fresh from learning to use machine monitoring data in a new way, Todd Chretien is eager to add materials requirements planning and enterprise resource planning to his software toolbox.
At least, this was the case when his employer, Superior Completion Services (SCS), opened the machining area of its sprawling Houston campus to Modern Machine Shop earlier this year. At that time, the director of manufacturing and his team wereimplementing software that encompasses both functionalities (Microsoft’s Dynamic suite). As for machine monitoring, this system had only recently become a tool for not just tracking equipment performance, but also scheduling work. Both of these efforts have a common goal: “We want to make all our decisions based on data,” Mr. Chretien says.
However, the real story of data-driven transformation in this 95,000-square-foot captive machine shop is not about software. It is about people, and the extent of their commitment to reforming the fundamentals of how jobs flow through the shop. At SCS, lean manufacturing is driven by data, and data-driven manufacturing requires ongoing time and effort.
Todd Chretien (right), director of manufacturing at Superior Completion Services, consults with Hal Phillips, manufacturing manager. Image: SCS.
At the time of this writing, their time and effort were devoted largely to ensuring the new management software would accurately model the new approach. Thousands of made-to-order parts, most produced in lot sizes of less than 10, have been organized into loose families. Part families have enabled abandoning batch processing in favor of a cellular machine layout designed to reduce work-in-process (WIP) and maximize throughput. In fact, all but four of the shop’s 27 machine tools — two massive lathes and a couple of older manual mills — are in new positions.
Thanks to these changes, jobs that used to remain in the shop for two to three weeks on average now move through in three to five days, Mr. Chretien says. The average number of parts produced per month climbed from 1,100 to more than 1,700 in one year, and that figure continues to increase. The work is more complex, too, because planners can be more selective in deciding which orders to process in house. For SCS parent company Superior Energy Services, the result is reduced costs and faster assembly of equipment installed hundreds or even thousands of miles away in wells that to operate thousands of feet beneath the ocean floor.
Lessons in Lean Flow
SCS owes its transformation to not only its employees, but also teams of industrial engineering students from the University of Houston’s Cullen College of Engineering. Sponsoring this class was a recommendation from Dr. Shahrukh Irani, a lean manufacturing consultant contacted by Mr. Chretien shortly after he was hired to manage the shop. For two years, teams of students visited the shop regularly to identify and present potential means of eliminating waste and improving efficiency.
These previously chaotic material flows have been restricted to a single cell.
Mr. Chretien has participated in other lean initiatives, but he says this time was different. “5S programs, setup efficiency and all the lean practices that everybody thinks about are really secondary to getting the work out here,” he explains. “The big, sweeping changes come when you change the way you manage your work.”
Ideally, workpieces flow one-by-one from workstation to workstation and leave the floor at the same rate that more raw material arrives. However, a demand-determinant mix of hundreds of unique orders every month, many in lot sizes of only one or two, makes this ideal impossible for SCS to achieve in the traditional way: dedicating machining cells to specific part numbers. Instead, Dr. Irani’s approach approximates single-piece flow as closely as possible with “hybrid cells”: looser arrangements of machines with multiple entry and exit points to accommodate groups of similar parts.
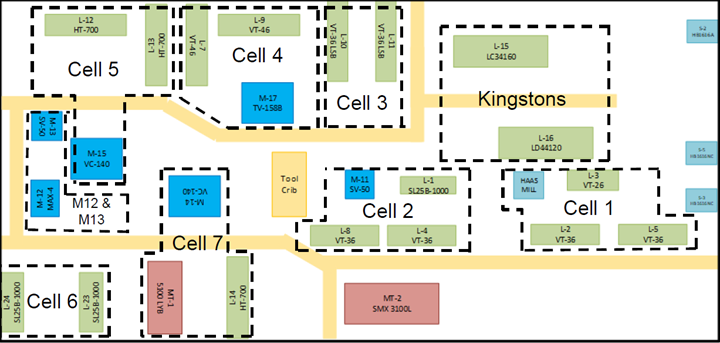
An example of a “hybrid cell.” The new approach has helped SCS move away from batch processing to approximate single-piece flow. Image: SCS.
When the students arrived, machines were arranged into a functional or “process village” layout, with some areas dedicated to turning and some to milling. Made-to-order parts moved in seemingly random fashion about the facility according to which machines were occupied and other variables of the day. Pallets of mostly tubular WIP complicated working in a space already crowded with people, forklifts, tool cabinets and more, particularly with parts that can protrude 50 feet or more from the tailstocks of the larger lathes.
Layout was not the only thing that had to change. Rather than an indicator of activity and therefore success, WIP had to be recognized for the shop-clogger that it is. Rather than focusing on utilization numbers for all machines, the focus needed to be directed toward the bottlenecks. On the shop floor, people had to stop letting pride and ownership in their work, however admirable, stand in the way of sending parts downstream rather than batching them for complete production at each workstation. Proving the worth of these and other lean lessons would require the students to apply their own lessons in data analysis.
A flexible cellular configuration has replaced SCS’s previous “process village” layout. Image: SCS.
Monster Highway and Minion Lane
One former intern, Danielle DeWitt, continues her work as a full-time data analyst. As a student, her work began withanalyzing how previous parts flowed through the shop. Similarities in routings — the specific sequence of operations and workstations involved in a part’s production — revealed which parts would be best to group into families, and, from there, which machine tools would be best to group into cells.
With small lots and varied part sizes, work-in-process can create significant challenges for a shop like SCS.
However, past work orders specified only which operations to perform (say, “milling op. 10”). More specific information was unnecessary, because which lathes or mill would do the work was solely the determination of Hal Phillips, manufacturing manager, and Tam Ngo, lead machinist. These veterans literally divided prints into piles, relying solely on their expansive manufacturing knowledge and intimate familiarity with the shop and its equipment to schedule work on-the-fly.
The knowledge and experience of shop veterans was essential to the students’ work, but they needed raw data first, Ms. DeWitt says. They found what they needed in output from SCS’s machine monitoring system, MDC-Max software from CIMCO. This system’s output links individual operations with the machines that performed them, as well as the work order number, part number and cycle start and stop times. Matching part number and work orders, and comparing start and stop times across different machines, provided a means of mapping the route taken by any given part through the facility.
From there, the students massaged the data into the right format for the Production Flow Analysis Software Toolkit, or PFAST (pronounced “fast”). Developed by Dr. Irani and Dr. Smart Khaewsukkho in the early 2000s at the Ohio State University, PFAST automates the task of grouping together clusters of parts based on similarities in their routings. This, in turn, helps identify which particular groups of machine tools might make good hybrid cells.
This is when the veterans’ input became critical, Ms. DeWitt says. For example, Mr. Phillips pointed out the need for an additional machine when presented with a potential design for cell 1 that included only two lathes and a mill. A third lathe would be required to achieve flow, he had explained, because cycle times for many parts are offset. That is, operations on one machine might take twice as long as operations on the next, leading to the pileups of WIP that the team had set out to avoid. As he suggested, adding another lathe dedicated to the first, lengthiest operation for any given part in a family processed on the cell, and putting that operation first in line — that is, scheduling the bottleneck — has so far prevented WIP from ever becoming a significant problem.
Without the right layout, large tubular parts like this can pose a problem in aisles crowded with forklift traffic.
Other cells are organized and scheduled similarly. Implementation of these cells began quickly once the first began running, effectively silencing anyone still unconvinced by the merits of the new approach. As the layout continued to change, everyone from management to machine operators offered suggestions for how best to lay out any given cell, as well as the positions of shared resources. “We talked about it a lot, and it took a long time to decide exactly how to move everything,” Ms. DeWitt says. “There were so many different and valid angles to consider.”
This area along “Monster Highway” serves a dual purpose: leaving ample space for the rare instances when parts protrude through the tailstocks of these these lathes, and serving as an out-of-the-way staging area for small batches of WIP when they do not.
The results of their work is depicted along with samples of PFAST output in the slideshow below. Workflows are more or less linear. All parts move along one of two paths: “Monster Highway” contains the large machines, cranes and wide aisles for the forklift traffic required for larger parts, while “Minion Lane” is dedicated to smaller work. Operators remain in their stations because Mr. Ngo now plays the role of “water spider,” dedicating himself entirely to transporting parts as well as needed materials from the centrally located tool crib.
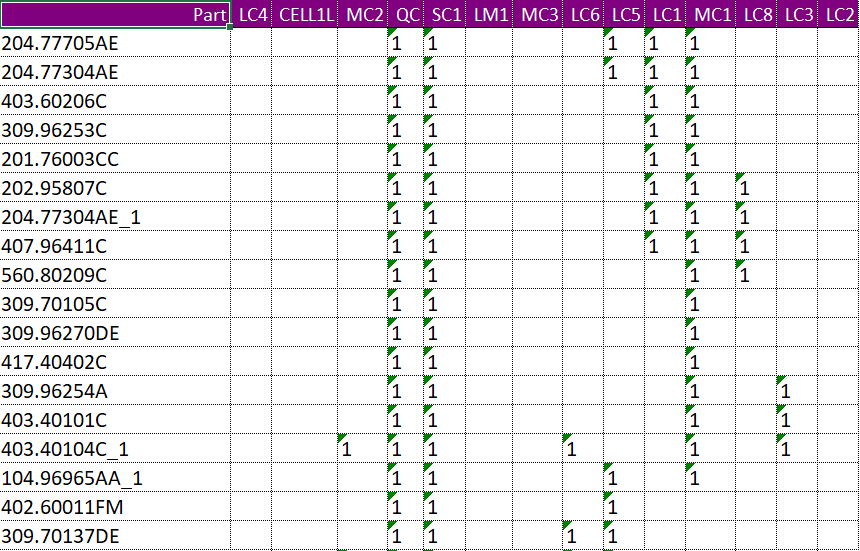
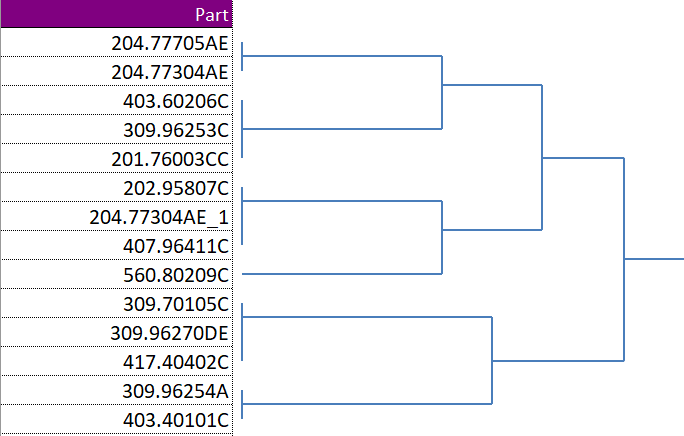
PFAST’s PR (part-routing) analysis charts help people to spot commonalities in routings and, from there, group part families and organize machining cells. Here, “1s” denote which workstations are required to process a particular part. Workstations are defined by machine type, not machine. For example, workstation LM1 could denote that the part could go to either machine L23 or machine L24, both of which are Mazak lathes with live tooling (with conversational programming, these machines are dedicated largely to new parts, which is one reason why there are no “1s” in that column). Image: SCS
In this format, PR analysis provides a tiered view of increasingly broader groupings of workstations. The top level encompasses the entire shop. Where to “cut off” and form cells is up to planners. Image: SCS
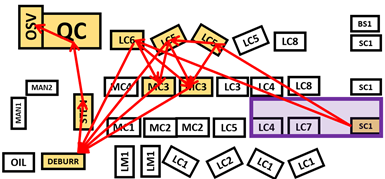
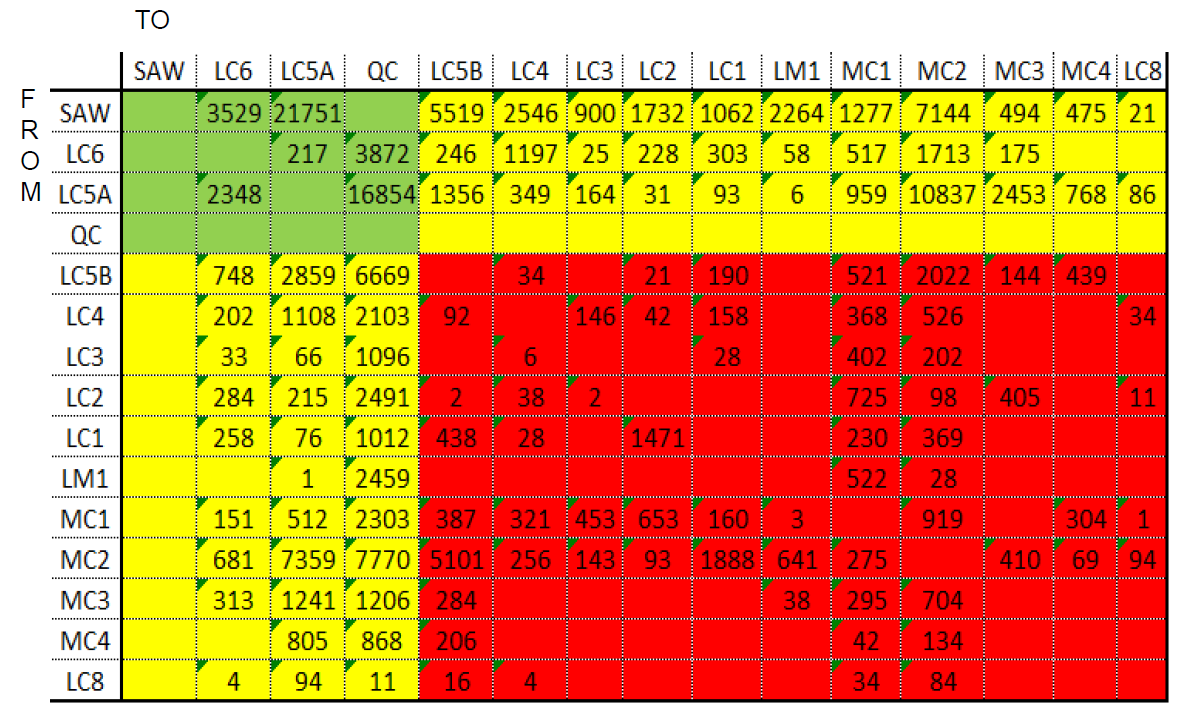
From-To charts help validate choices about cell organization (numbers indicate how many part numbers move from one particular workstation to another). In this early example, created for the first cell shortly after its installation, all workflows handled entirely within that cell are grouped into the green area. The yellow area contains workflows only partially contained within the cell, and the red area contains those entirely outside it. As data accumulates, refining part families and stricter scheduling of specific part families for specific cells helps push more workflows into the “green” areas of these charts. Image: SCS
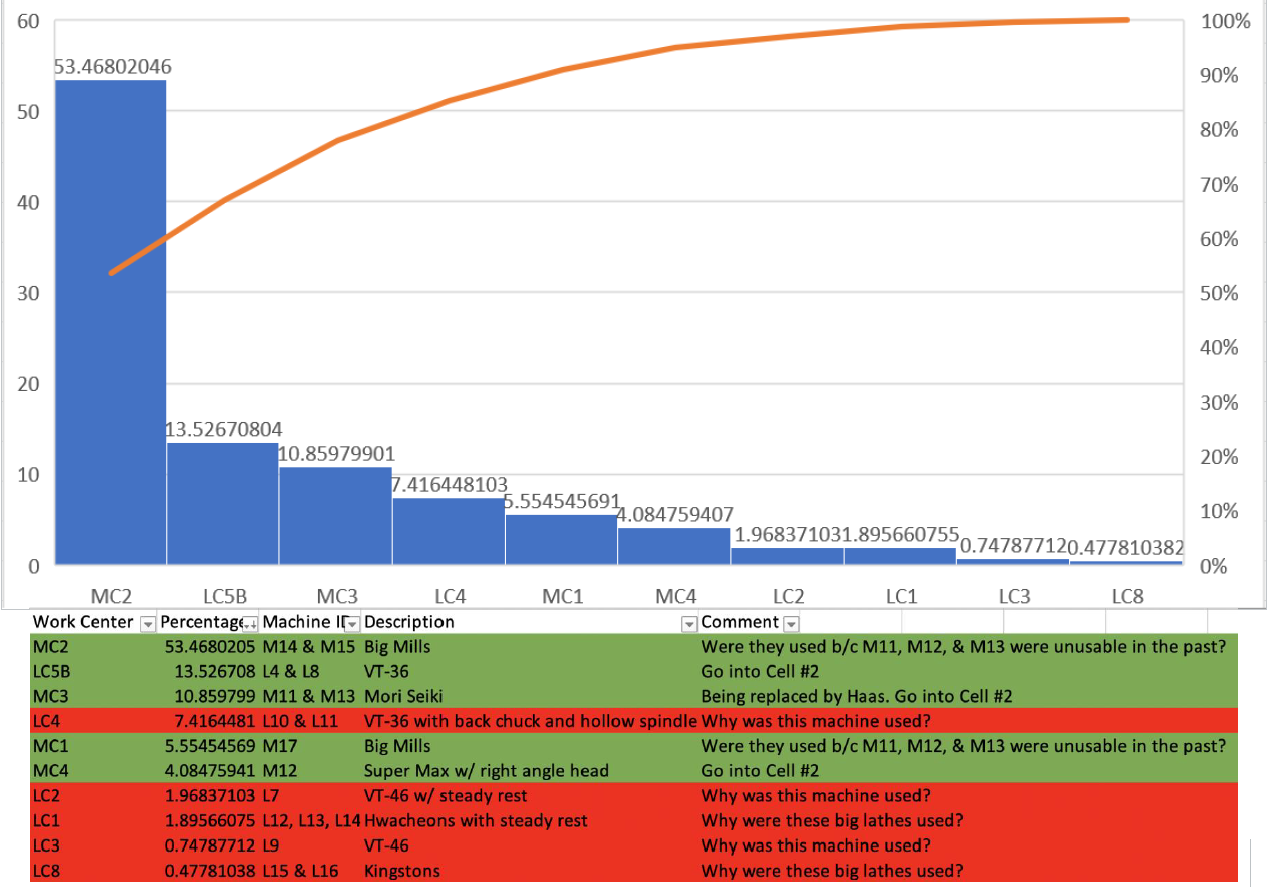
One insight drawn from this pareto chart was that 53.46 percent of parts flowing out of the cell were directed to the machines indicated by MC2, both large mills designated M14 and M15. Rather than incorporate either of those workstations, the shop opted to purchase a new mill for Cell 1. Cell 2 duplicates Cell 1 but incorporates mill M14 (which can handle slightly larger parts). As evidenced by the 13.5 percent of parts flowing out of Cell 1 to workstation LC5B, enough parts require Fortune VT-36 lathes to justify a nearly identical cell (Cell 2). Image: SCS
Understanding Capacity
As SCS’s practices and philosophies changed, it became increasingly apparent to Ms. DeWitt that the company was not taking full advantage of the skillsets on the shop floor. The result was not just lost opportunity, but also underutilized capacity.
Mr. Phillips and Mr. Ngo can recognize when two jobs share similar setups (a simple example is barstock that requires the same-diameter soft jaws). That is, they know when setting up one job will make setting up another easier and faster, thereby churning out more work overall. The problem was that these shortened setup times were never taken into account during the planning and quoting process, she says. In some cases, jobs quoted based on an expected setup time of more than an hour required less than 10 minutes.
The solution to the problem was driven by the same data that revealed it in the first place: overall equipment effectiveness (OEE) metrics from the machine monitoring system. Although wild discrepancies in cycle time projections were leading planners to underbid, OEE looked good — utilization was high. However, further examination revealed that this was the case only because availability, a measure of uptime and one of the three components of OEE (the others are performance and quality), included the suspect setup time data. Tweaking the formula so that availability includes only value-added time — that is, actual in-cut cycle time — provides a better metric for determining how many hours were available to fill on a per-cell basis, even if it makes availability and overall OEE look worse.
Setup personnel scan barcodes on every workpiece before work begins. Machine monitoring has been in place for five years, but workstation displays of performance metrics are more recent.
Better was not perfect. A broken tool, a new hire standing in for a sick shop veteran, or any number of other variables could push actual raw-cut cycle times lower than the estimates used in quoting and scheduling. Alternatively, better-than-expected performance might reveal that the shop has been pricing parts too high. Rather than relying on time to heal the rift between projection and reality as jobs repeat, Ms. Dewitt began tracking each cell’s performance, a measure of output over time and another component of OEE. She now creates a rolling, four-week average and multiplies this “performance factor” by the cycle time estimate of every part that crosses a cell.
As demonstrated by the charts below, this process helps ensure that estimates account for the realities of production. By extension, it helps better understand the shop’s true capacity and how well it is being utilized. Now, the expertise of Mr. Ngo and Mr. Phillips is backed by data that facilitates a more systematic approach to scheduling that is based on real-world data. They use this capacity information along with due dates and cycle time estimates for the longest operation (almost always conducted on the “lead” machine) to schedule the shop more systematically and effectively.
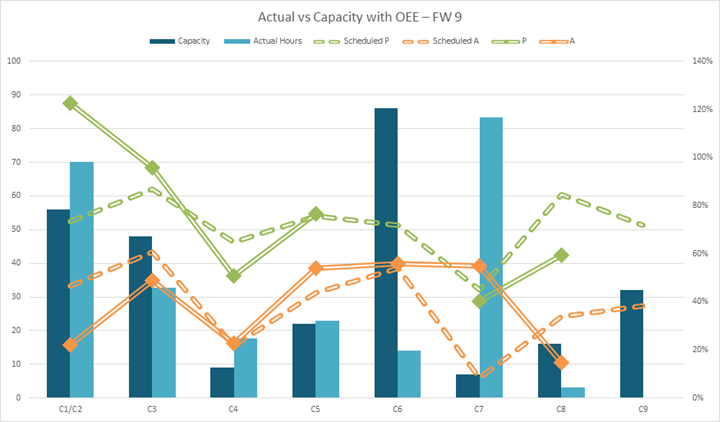
Ms. DeWitt created this chart and the one below to help understand capacity and schedule more effectively. Step one is gaging how close estimates match reality. The dark blue bars represent per-cell capacity (the total hours available for scheduling the lead-op. lathe). This is calculated by multiplying the combined cell’s expected availability (uptime) by the total amount of time the shop is open for business. Here, for example, the team expected Cell 3 to be in cycle for 43% of the 98 hours it was open for business (0.43 x 98 = 48). The red bars are scheduled hours — that is, a total of every scheduled part’s lead-lathe, in-the-cut cycle time estimate. The light blue bars represent the same metric, but only for jobs that actually ran. Here, we can see here Cells 1 and 2 (which are virtually identical) both processed more unique part numbers than expected, while Cell 3 processed slightly fewer. With a perfect schedule, all bars match. Image: SCS
This chart uses overlays of OEE performance and availability metrics to illustrate why the blue bars don’t match (the red bar from the first chart, having served its purpose, is removed for simplicity). For example, better-than-expected performance was not enough to make up for lower-than-expected availability on Cell 3, which could have processed more parts. In cell 7, the more dramatic mismatch in the blue bars was due primarily to two factors: many parts with lengthy cycle times (which translates to fewer interruptions for setup), as well as moving a particularly skilled employee to that work station. Both boosted availability — and, by extension, the light blue, “scheduled hours released” bar — above initial estimates.
The charts help even when data is incomplete and/or imperfect, she says. For example, cell 6 consists of two live-tool lathes dedicated to new work and programmed conversationally on the floor. As a result, there is no way to track performance (solid green), and the best the team can do for estimated performance (dashed green) is an average of all cells. In this case, the team had correctly estimated availability, so they determined that performance must have been poor. However, poor performance was not enough by itself to account for the dramatic mismatch between the blue bars. The team also had significantly overestimated capacity (dark blue). Image: SCS
Putting Data to Work
SCS’s scheduling system depends on viewing OEE as more than just a passive gage on performance. Machine monitoring is an active pursuit at this shop, and it is only one of many that justify Ms. DeWitt’s hiring as a full-time data analyst. “Pretty much anything we can collect data on, I analyze it and figure out where we can improve,” she says.
Danielle DeWitt was hired full-time after working at SCS as an engineering student.
Ms. DeWitt isn’t the only new person in a new role at SCS. Mr. Chretien now heads an entire team that that is entirely dedicated to managing work by analyzing and acting on evidence. Nicole Pham, production control supervisor, creates and maintains the schedules; plans and tracks work orders and materials; and estimates lead times; among other duties. Lokesh Ramu, manufacturing engineering manager and Ms. DeWitt’s immediate supervisor, analyzes and seeks to improve all of the manufacturing operations on SCS’s expansive campus, which include fabrication, assembly and other processes in addition to machining. Vanessa Urango, master planner, develops production schedules for the entire company and works closely with Ms. Pham.
The newness of Ms. Urango’s and Mr. Ramu’s roles demonstrate that commitment to data-driven transformation extends beyond the machine shop. Like the sponsoring of the UH class, it also demonstrates the company’s recognition that sustaining change requires an ongoing commitment of time and resources, including dedicating employees to the task.
As for the shop, “We had no real manufacturing engineering to speak of — just a few people who did the programming and made the travelers,” Mr. Chretien. “Everything grew from the data and our interactions with the students. They showed us what we were missing.”
Sustainably streamlining production of a varied mix of low-volume work depends not only on a strategy tailored for job shops, but also on human drive and enthusiasm.
Classic lean manufacturing principles are practically taken as gospel, but benefits can be elusive for manufacturers that produce a variety of parts in low volumes. This shop took a different approach to lean—one aided by software that helped identify a more efficient machine layout based patterns in part routings.
In addition to the right mix of traditional strategies, a lean manufacturing toolkit can make high-mix, low-volume machining faster, more predictable and less expensive.
The page you’re on features premium MMS editorial content.
To continue enjoying the articles, videos and podcasts from the MMS editorial team, please key in your name and email address, as well as your company and title info.
Doing so unlocks MMS’ premium web content on this device.
Why does the gate appear repeatedly for me?
If the gate continues to show up on premium content after you’ve already provided your information, it could be for one of these reasons:
Your cookie settings: Please allow cookies for www.mmsonline.com
You’re browsing in incognito mode. Switching out of private browsing mode may help.
You are viewing on a different device or browser. Your login is connected to the browser and device on which you originally unlocked MMS’ premium web content.