
How to Choose the Right Cut Off When Measuring Roughness
Measurement results for surface finishing parameters can vary depending on the filter parameter (Lc), also known as the cutoff.

Share












Hwacheon Machinery America, Inc.
Featured Content
View More








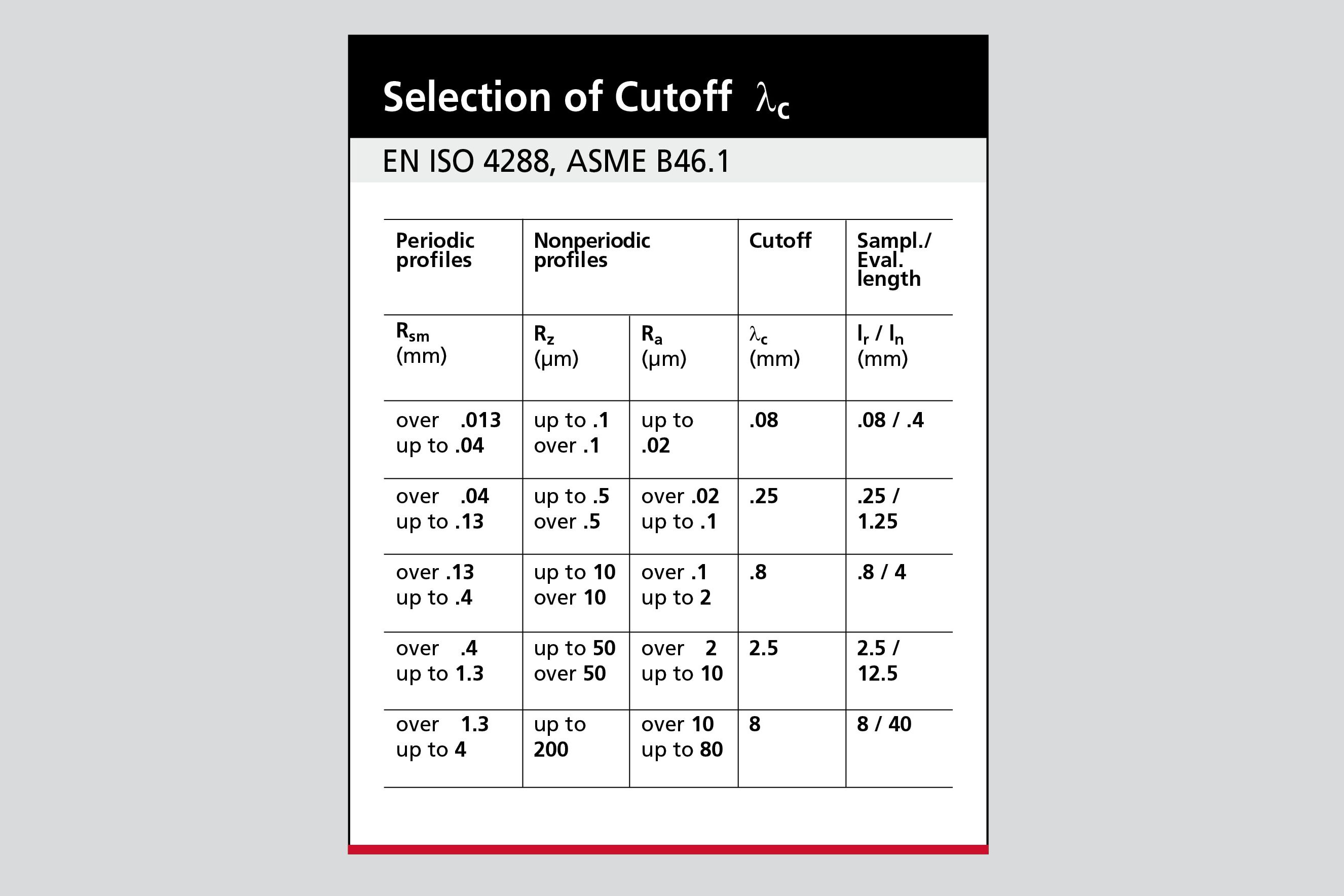
International standards recommend clear rules for which Lc value should be selected given certain parameters. Image: George Schuetz
There are many measuring systems available that bring surface finish measurement to the point of manufacture. Some systems offer the bare minimum to make the operator's measurement process as simple as possible. Others provide virtually the same capabilities of a lab-grade surface analyzer in a portable, handheld surface finish gage.
Having so much power in a handheld measuring system is a great feature, unless the results are not really what the surface represents. For example, a user will perform a roughness measurement, and the value of the Rz or other roughness parameter will look perfectly satisfactory. But there is a bit of an issue when it comes to surface finish metrology: the surface finish results for a parameter such as Rz, and all other surface finish parameters, can vary decisively depending on the filter parameter (Lc), also known as the cutoff. With a different Lc value, the results can be different. While these deviations may not be very large, they can still lead to the wrong assessment of the part (as a good or a bad part) because of the surface finish result. Thus, there is a trend in the industry to define setup parameters as part of the finish call-out. But what if it’s a new surface, and not yet defined?



According to surface finish international standard deviations, the shape of a part can be broken down into different orders, or levels. The first order is the form or shape of the part, followed by a waviness component, line roughness and finally area roughness. These orders are not independent, but layered upon one another (for example, roughness will be superimposed on the waviness component).
This is where using Lc, or cutoffs, becomes important. Using cutoffs is a filtering method that provides the means for separating waviness from form, or roughness from waviness. With the proper choice of filtering, the measuring length should be so short that it nearly eliminates any waviness component. In many cases, by observing the measured profile filtered with different Lc (and a bit of experience), one can determine the correct value for the cutoff. But it’s possible to go to the extreme and use too short a filter, which will start to influence the measurement results.
In practice, it’s probably not up to the technician making the measurement to select the correct result. To establish a process that helps to achieve the best results, international standards recommend clear rules for which Lc value should be selected in unknown cases. However, a few basic questions need to be answered to choose the best cutoff Lc.
First, is the test surface made in such a way that the surface is periodic, or aperiodic? Periodic surfaces are characterized by equally spaced, recurring, typical profile characteristics that are clearly visible in both the depiction of the test surface and the profile (in the example, as distinct turning grooves). In contrast, aperiodic profiles do not show any visually striking, special surface structure. In many cases (on milled profiles, for example), not even a distinct working direction can be detected on the surface.
According to the standard, selection of the correct Lc value must be handled differently for periodic surface profiles than for aperiodic ones. In the case of a periodically structured test surface, the value of the mean size of grooves’ RSm must be determined by measurement first. Then, based on widely available charts, the standardized Lc value can be assigned to the measured RSm value.
The charts also have information, should the surface be aperiodic, but it gets a little more complicated. In the aperiodic case, the most suitable Lc value is determined by one of four roughness parameters noted in the selection charts, and may require a series of measurements under different conditions to select the best Lc cutoff. By following the recipe described in the selection charts, the user can narrow down the proper surface finish results.
Fortunately, in most manufacturing environments, periodic surfaces are the norm. But as processes change, designer surfaces become more common or surface tolerances get tighter, knowing the recipe for selecting Lc is increasingly essential.












Related Content

4 Ways to Establish Machine Accuracy
Understanding all the things that contribute to a machine’s full potential accuracy will inform what to prioritize when fine-tuning the machine.
Read More
Rethink Quality Control to Increase Productivity, Decrease Scrap
Verifying parts is essential to documenting quality, and there are a few best practices that can make the quality control process more efficient.
Read More
How to Evaluate Measurement Uncertainty
Manufacturing and measurement are closely coupled. An important consideration for the use of measurement results is the associated measurement uncertainty. This article describes common metrology terms and provides an example uncertainty analysis.
Read More
Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More