How Swiss-Type Machining is Different
When you go from using a conventional CNC lathe to using a CNC Swiss-type for the first time, your thinking changes. Doug Paoletta of Encompass Swiss Consulting says there are five differences.

Share












When you go from using a conventional CNC lathe to using a CNC Swiss-type for the first time, your thinking changes. Doug Paoletta of Encompass Swiss Consulting says these are the differences:
1. Making a turn length longer or a drilled hole deeper entails a Z-plus offset on the Swiss-type. (It’s Z-minus on a conventional lathe.)



2. The machining of long parts has to be divided into short segments on the Swiss, because the part can’t be allowed to extend too far from the guide bushing.
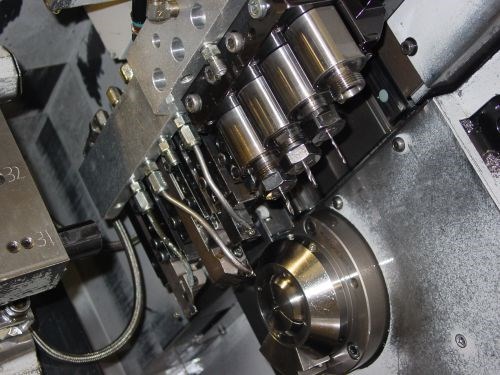
3. The size and material of the guide bushing are two important considerations in Swiss machining that don’t exist on a typical CNC lathe.
4. The cutting fluid is usually oil instead of water.
5. Machining cycles are complex and they move very fast.
For more detail, including elaboration on all of the points above, read this article about a shop that implemented its first CNC Swiss-type machine.
Related Content
-
Custom Workholding Shaves Days From Medical Part Setup Times
Custom workholding enabled Resolve Surgical Technologies to place all sizes of one trauma part onto a single machine — and cut days from the setup times.
-
How to Meet Aerospace’s Material Challenges and More at IMTS
Succeeding in aerospace manufacturing requires high-performing processes paired with high-performance machine tools. IMTS can help you find both.
-
Building Machines and Apprenticeships In-House: 5-Axis Live
Universal machines were the main draw of Grob’s 5-Axis Live — though the company’s apprenticeship and support proved equally impressive.








