
Honing Expertise Provides Winning Finish for Pro Stock Engines
Elite Performance needed to produce a rounder, straighter bore to increase engine performance. Sunnen's SV-20 machine and multi-stone diamond abrasives provided greater honing control, flexibility and repeatability.


Diamond stones in Sunnen’s 12-stone honing head have been a great aid in achieving good bore geometry on the total cylinder length.

Honing expert Nick Ferri uses different honing abrasives much the same way a surgeon uses different instruments, so a generous selection is always on hand at Elite Performance.
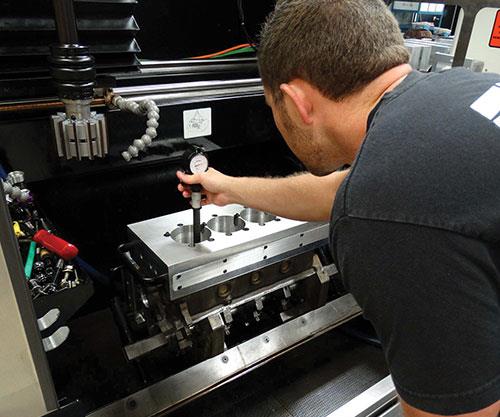
Elite Performance machinist Casey Gardner uses a Sunnen bore gage to check bore size before honing.
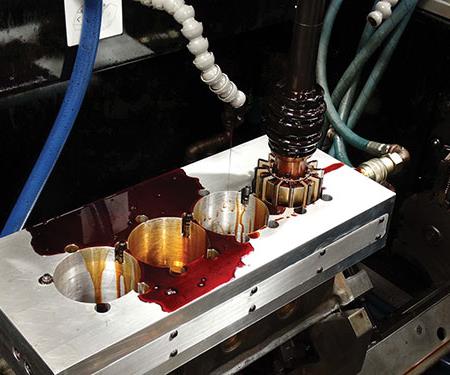
Mr. Ferri says honing with a heated torque plate helps ensure ideal cylinder size and form when the assembled engine is at its working temperature.

Nick Ferri (left) and machinist Casey Gardner work with the Sunnen SV-20 honing machine at the Elite Performance shop in Wynnewood, Oklahoma. Mr. Ferri says honing rates a “10” in importance for achieving ultimate track performance with a race engine.
Share












“Everyone thinks it’s all about the heads and cam in short engine blocks, but I learned early that the ring seal makes or breaks track performance.”
That’s the experience of Nick Ferri, co-owner of Elite Performance, whose honing expertise has put the winning finish into engines behind 57 National Hot Rod Association (NHRA) Pro Stock wins and five championships. According to Mr. Ferri, honing finish is extremely important for engine seal-up, which translates to higher vacuum, greater fuel pull and ultimate track performance. By using a new computer-controlled SV-20 machine from Sunnen Products Co. and multi-stone diamond abrasives, Elite was able to achieve higher levels of honing control, flexibility and repeatability, which contributed to better performance on the drag strip.



In December 2012, Mr. Ferri teamed with Richard Freeman of Elite Motorsports to purchase the equipment of a North Carolina engine shop, which was then moved to Wynnewood, Oklahoma, home of various Freeman enterprises. The objective of the new company, Elite Performance, was to establish an engine-building operation to support cars sponsored by Elite Motorsports, then build a larger business from there.
According to Mr. Ferri, Elite Performance specializes in the high-end engine work that’s most important to final engine performance, and the basic machining is farmed out. The Pro Stock engines for Elite Motorsports cars start with an OEM block such as the 500-cubic-inch GM DRCE 2, which is made of compacted graphite iron (CGI) and used in 2015 Pro Stock Champion Erica Enders-Stevens’ Camaro.
Honing these CGI blocks is a specialty for Mr. Ferri, who says that the other components won’t make up for a lack of a good seal. This is evident in the fuel pull on the dynamometer, or “dyno,” which he uses as a key metric. For example, two motors can output the same amount of power on the dyno, but one will pull more fuel than the other. On the track, the one pulling more fuel will be the winner. “We’ve proven we can make the 0.023-inch ring work, and though it’s only a slight weight and inertia advantage, it makes a difference in engine acceleration,” he says.
However, to run a ring of that size and tension at 11,000 rpm, it must be flat against the piston lands and well-sealed. This means that the condition of the cylinder wall is crucial. Although Elite does leakage testing on its engines, Mr. Ferri says vacuum is a more important metric. “On a healthy engine, we can pull a 22-inch vacuum with the oil pump alone. Our Pro Stock engines conservatively dyno around 1,420 hp and more than 800 foot-pounds of torque. We use a 0.023-inch tungsten hard-coated top ring with a Napier second ring and 2-mm oil rings.” The piston is important, too, he says. It must be well-designed and stable in the bore to keep the rings flat. However, cylinder finish and geometry, which create the other half of the seal interface, are bigger factors because they have so many variables.
The new computer-controlled SV-20 with a true vertical stroke, plus special tooling and abrasives from Sunnen (St. Louis, Missouri), enable Elite to produce a rounder, straighter bore than possible with a rocker-type machine. According to Mr. Ferri, setup of the hone head and stroker are through the computer control, so it’s precise and repeatable. Also, the servo-driven stroker enables precision control of the stroke reversal point, which eliminates the manual adjustments and variability of earlier machines. In a perfect world, Mr. Ferri says he would want at least 3/8-inch overstroke, but he is lucky to get 1/4 inch because of the deck height and cylinder lengths. He tries to get the tool as close as possible to the top of the main web without contacting it, which is much easier to do with the computer-controlled, vertical stroker, he says.
Diamond stones in the 12-stone honing head have helped improve bore geometry on the total cylinder length. In the past, Elite would make tapered “cheater” stones to take out more metal at the bottom of the bore to get the taper out. Now, the multi-stone diamond tool produces excellent roundness without special work, Mr. Ferri says. This much abrasive contact in the bore also requires a powerful spindle to turn the tool without chatter, which can ruin a finish, yet the SV-20 handles it easily, he says.
Another capability on this machine is spindle reversal, which Elite says it is in the process of utilizing for the best effect. According to Sunnen, spindle reversal in a cylinder bore can duplicate the capabilities of machines used by OEMs. Although it can be used any time during the process, it is especially helpful during the finishing strokes, the company says. It requires programmable spindle control and a honing tool/abrasives that can be run in both directions. Spindle reversal helps create a slightly rounder bore and aids in achieving the desired surface finish. Reversing causes the honing stones to take out any less-than-round shape left after initial passes, while shaping up and dressing the stones themselves. Reversing the spindle,
with abrasives or a brush, also aids in removing folded-over metal and cleaning out “honing trash” hiding in the valleys of the surface.
Mr. Ferri says on a new block he’ll use 150-grit diamond stones to remove stock, then switch to 400-grit and hone to size. “I don’t like to hone in one hole for a long time, so I may limit it to 20 or 30 strokes and make multiple passes around the block, reversing the spindle direction as we get to final size,” he explains. “We’ll then plateau with 900-grit diamond and brush at various stages, mostly to remove folded metal and trash from the surface. All these grits can produce a huge variety of finishes, depending on the pressure applied. After plateauing, we’ll measure our surface numbers. With lower-tension rings, I prefer to have the rings take off most of the surface peaks during the first pull. I believe this optimizes our seal-up.”
Mr. Ferri has also learned the value of honing with a heated torque plate. “I have seen over 0.001-inch expansion in the top of a cylinder as the block rises from ambient to 120°F. If we hot-hone at 120°F and make the bore straight, then it will be looser at the bottom when measured at ambient. On the flip side, I can pull a hot-honed block after 30 to 40 runs, tear it down, put it in the hone, bring it to temperature, and after just two strokes, there won’t be one shadow in the bore. Others who don’t hot-hone may have to take out 0.0003 to 0.0004 inch of material to clean out the shadows around the bolt holes. If anything, hot-honing from the start of a block’s life has saved me a lot of time in salvaging used blocks.”
Mr. Ferri does not disclose details, but says he looks at core roughness depth (Rk), reduced valley depth (Rvk) and reduced peak height (Rpk) surface parameters, not roughness average (Ra) or mean roughness depth (Rz). He has used crosshatch angles from 30 to near 40, but says the sweet spot is mid-range.
“With today’s thinner rings and inherently lower ring tension, you need the bore geometry and low-friction sealing surface in the bore that get the most from your rings,” he says. “The computer-controlled hone head and stroker on this machine provide flexibility for fine tuning and repeating surface finishes, overstroke and crosshatch pattern. It all contributes to our performance on the track.”
















Related Content

How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
Read More
How to Successfully Adopt Five-Axis Machining
While there are many changes to adopt when moving to five-axis, they all compliment the overall goal of better parts through less operations.
Read More
Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More