
Grinder’s Hybrid Hydro Guides Offer Speed, Precision
A hybrid guideway system on Studer's new S41 universal cylindrical grinder is designed to ensure the linear motors driving the machine’s axes are employed to maximum effect.


Studer’s next-generation cylindrical grinder, the S41, is designed for precision, speed and high metal removal rates in a broad range of applications.
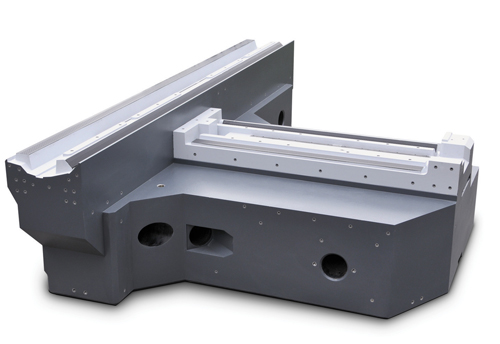
The company developed The StuderGuide hybrid guideway system to ensure the machine takes full advantage of the linear drives’ benefits. The guideways are molded directly into the machine bed, which is constructed of Granitan S103 mineral casting (Granitan is a the 3rd generation mineral casting designed by the Euro project EPOC under the management of Studer, to absorb grinding forces and damp vibration). The ways are also finished with wear-resistant Granitan S200 surfacing material.
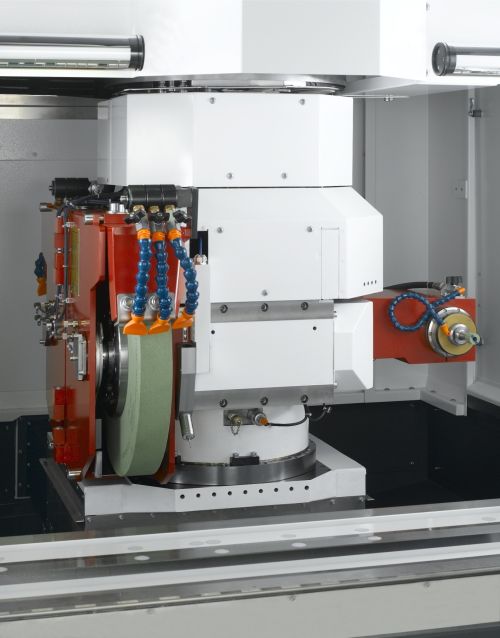
Linear drives are also employed on the machine’s B-axis turret wheelhead. The company says this provides quick indexing among as many as four different external grinding wheels or three internal grinding spindles to a resolution of 0.00005 degrees.
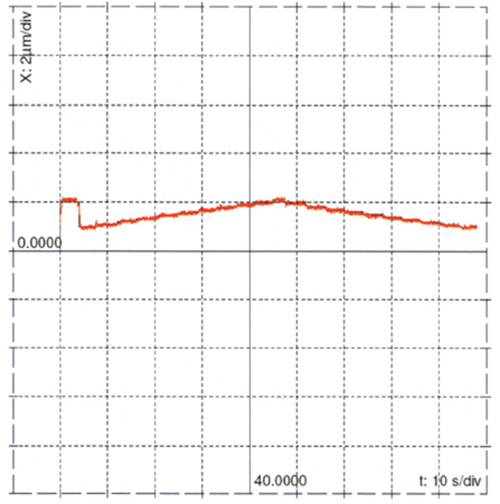
These measurement results show that the S41’s axis slides are capable of travelling across a distance of 1 micron in 0.1-micron steps. According to the company, the combination of linear drives and the StuderGuide hybrid guideway system makes this level of precision possible.
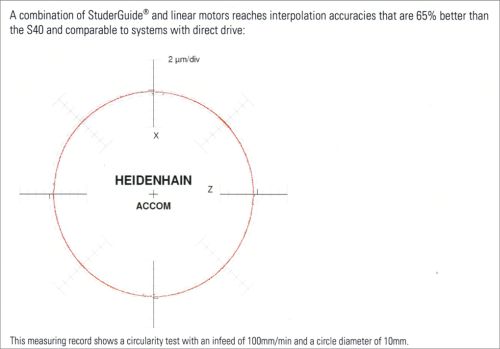
In addition to faster positioning, linear motors help reduce the effect of backlash by eliminating the need for mechanical elements, such as ballscrews, to transfer rotary motion to linear motion. Mr. Ueltschi says this is proven by circular interpolation tests--this shot shows the results of one such test.
Share




















Related Content

Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read More
How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
Read More
How to Successfully Adopt Five-Axis Machining
While there are many changes to adopt when moving to five-axis, they all compliment the overall goal of better parts through less operations.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More