
Get A Grip On Process Improvements
Innovative workholding solutions help you hold onto productivity and profit in a machining process. Five new ideas show the value of creative clamping and fixturing.

Share

















.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View More


Bar feeding can be accomplished on a machining center with this system.

This precision indexing fixture features 5C collets that can be programmed to index in any increment. It allows not only the top but all sides of the workpieces to be machined in one clamping. It comes in one- to ten-cell configurations (the six-cell model is pictured.

These workpieces were processed complete on a vertical machining center. The half-inch aluminum bar in the upper righthand corner holds a part ready for cutt-off. On completed samples of this same part you can see milled threads, flats and slots on the side, and holes drilled off-center on the end.

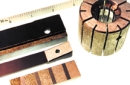
A carbide alloy coating has been applied to these components. On clamping surfaces, this textured, wear-resistent coating increases gripping power for more secure workholding.

This concentric chuck is equipped with a compensating attachment for "floating" clamping of shafts between centers for more accurate and efficient cylindrical grinding.
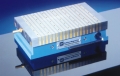
Thirty-five flushing holes built into the top plate of this magnetic chuck facilitate effective flushing for more effective electrical discharge machining. The holes are threaded so that flushing fixtures can be installed easily for precise control of flushing patterns. Holes not used can be plugged.
Dollar for dollar, workholding innovations probably represent the best value in metalworking technology. Consider the cost of an up-to-date computerized machine tool, the cutting tools and toolholders in the toolchanger or tool turret, the hardware and software devoted to programming, and compare these investments to the cost of appropriate workholding equipment. Workholding usually costs only a fraction of the amount the rest cost. Yet the potential for time savings and process improvements offered by innovative workholding solutions is enormous. The success of many an application has hinged on a rethinking of workholding strategies.
Fortunately, workholding seems to be a fertile area for creative minds in metalworking. New inventions and clever developments appear constantly. Rarely do you open a shop magazine or visit a trade show and not find one or more workholding devices making a first appearance.



The workholding solutions gathered here are a case in point. This selection does not represent a systematic survey of new offerings, but rather it is a casual skimming of the good ideas that have emerged recently. Yet this sample is surprisingly representative. None of these solutions are budget busters. Implementing these solutions entails no new cultural revolution to disrupt the shop floor. A range of machining processes are covered just in this modest array of products: milling, turning, grinding, electrical discharge machining, and so on.
Many of these solutions were developed by shops that were faced with a challenging workholding requirement. The ideas they came up with are now available as products for the marketplace. If you don't find something here that applies in your own shop, the smart thinking embodied in these items may stimulate your own creativity. Keep in mind that, when it comes to workholding, sparks of genius usually have a dazzling payoff.
Make Work For Your Machine
...not for your operator. Getting a lot of workpieces into a machine for extended periods of operation between load/unload cycles means better utilization and more uptime. That was certainly the inspiration for Beere Precision Products' line of modular in-line multi-collet fixtures. This Racine, Wisconsin, company originally developed these fixtures to streamline secondary operations performed on workpieces coming off screw machines in its own factory.
The basic fixture is a steel or aluminum box-like framework which contains a series of standard 5C collets. The collets are spaced closely together (2-inch centers) to maximize part holding capacity. A larger version is designed for 3J collets. Other special configurations are also available. Parts are clamped using an air powered hydraulic booster up to 2,500 psi, with positive top and bottom stops and no radial movement, for precise, repeatable workholding. These units can be mounted singly or side by side on the worktable or on pallets, in a horizontal or vertical orientation, for machining the ends of round, square, or hex stock from 1/16 to 1 1/16 inches in diameter. Odd-shaped parts can be held in step collets.
"The fixtures allow a shop to clamp a large number of parts under the spindle of a small machine," notes Dave Roenspies, national sales manager for Beere. "This is an alternative to doing one or two parts at a time or having to use a large machine with a worktable big enough for a fixture that holds an adequate number of small parts."
The next step for Beere was to develop other ways to orient and index the fixtures. For example, indexable fixtures can be mounted in rotary indexing units to allow part arrays to be rotated 90 and then 180 degrees for machining on two additional sides of the workpiece. These indexable units come in three, four, five and six cell models, with built-in female centers for tailstock support. The standard 5C collets are arranged on the same space-saving 2-inch centers.
The latest variations, to be available early this summer, are units that allow each workpiece to be rotated 360 degrees, using a small DC motor mounted in the fixture. See the figures at right. Now all sides of a workpiece can accessed for machining. On these units, the collets will be spaced a bit farther apart to accommodate the drive mechanisms. Rotation is also for positioning only, not as an axis motion for machining.
According to Mr. Roenspies, a typical application might be hydraulic valve spools which require cross drilling of a series of holes intersecting the center hole at various angles. Using the new indexing fixture, such parts could be finished complete in one clamping on a machining center. Because the indexing fixture is compact but can hold many parts, a smaller machine can be used than might otherwise be employed.
Bar Feeder For Your Mill
Automatic bar feeders for lathes are great. You bring bar stock to the machine, load the feeder, and come back later when all of the bars have been machined into finished turned parts. Now there is a way to do automatic bar feeding on a machining center and get similar gains in productivity and unattended operation. Rock Solid Automation (Leander, Texas) introduced its 4Banger system at the last International Manufacturing Technology Show (IMTS). According to company spokesman, Mark LaRue, many people who saw this system at the show wondered why they hadn't thought of this idea themselves.
The 4Banger consists of a pedestal mounted on a base plate that can be bolted to a machine's table. See the figure at right. The pedestal holds a top plate with clamping units at each of the four corners. 5C collets in each clamping unit allow bar stock up to 1 inch in diameter to be loaded, four bars at a time, one bar in each corner. The air-operated collet closers are independently controlled by the machine's programmed M functions.
On a typical vertical machining center, bars that are 12 inches long can be accommodated, depending on the height of the Z axis. Larger machines will allow longer bars to be loaded (a Haas VF3, for example, will take bars 16 inches long). On a horizontal machine with a stationary table, 12-foot bars can be loaded, as long as there is room for the bar stock to extend beyond the back of the machine.
Here's how the system works. The machine spindle loads a lathe-type bar puller from the toolchanger, then moves in programmed X and Y travels to locate above the center of the collet. Using the Z-axis, the bar puller secures the bar and pulls it up to a programmed length. The other three bars are pulled up in turn. The bar puller is replaced with a cutting tool from the magazine, and operations using this tool are performed on all four parts before the next tool begins the next series of operations. The last step on each part is to use a circular saw to cut off the part (by reducing spindle speed just before the saw crosses the center of the part, the part can be separated neatly and dropped off for retrieval). These steps are repeated until the last part is cut off from each bar. Then the operator removes the nubs and loads fresh bar stock.
"The system offers more than increased productivity for machining centers," Mr. LaRue says. "It allows many workpieces to be processed on a mill in less time than on a lathe. Higher spindle speeds are generally available on a mill and fewer tool changes are required when milling." For example, a typical 10-hp VMC offers spindle speeds starting at 7,500 rpm compared to 4,000 rpm for lathes with a 1-inch bar capacity. Whereas a lathe processes one part at a time, repeating all tool changes for each part, a machining center with the 4Banger changes tools only after it has performed operations on all four parts. "We've seen four parts completed in three minutes on a mill compared to one part completed in six minutes on a lathe," Mr. LaRue reports.
He also notes that parts requiring live tooling on a turning center may also benefit from using the mill instead. Live tooling on a lathe may provide only limited speeds and feeds compared to those provided by a machining center's main spindle. Circular interpolation on the machining center allows holes and threads to be milled easily. Likewise, operations performed off center are obviously no problem on the mill. In some cases, operations that produced tangles of stringy chips on a lathe had no such problems when milled instead, says Mr. LaRue. Some sample parts produced with the 4Banger are shown in the photo at right.
Rock Solid currently offers one model of this device, but larger versions for bigger machines are under development.
Added Gripping Power
Here's a scenario described by Rob Freyvogel of Frey Research, Inc. (Renfrew, Pennsylvania): You design and build a workholding fixture. You install it on the machine, load the new program, and set up the tooling. Soon you're making parts to print, and all the workpiece finishes look great. Now it's time to optimize the program to achieve more productivity, so you eliminate any unnecessary machine moves and tweak the spindle speeds and feed rate until all tools remove metal at an aggressive but safe level.
You run a dozen or so machine cycles without a hitch and parts pass quality inspection splendidly. The job gets handed over to the production people and then after a while, things go bad. A crash occurs on the machine. An investigation indicates that one of the bigger drills lost its sharpness and pushed the part out of the fixture, even though the fixture developed plenty of clamping pressure. The fixture was built precisely, and all workpiece locating surfaces were ground to a smooth finish so that they would not leave tooling marks. What happened?
According to Mr. Freyvogel, the root problem in this case is underestimating the increase in thrust forces that developed as the drill became dull. The smooth gripping surfaces and presence of oily coolant were also a factor. The solution that Mr. Freyvogel suggests is a process developed by his company whereby a thin, consistent, textured layer of carbide is added to clamping surfaces. This coating, he says, creates many small peaks that penetrate the workpiece surface, vastly increasing the coefficient of friction between workpiece and clamping surfaces. The coating doesn't adversely affect precision or leave highly noticeable marks the way serrated grippers might on some workpieces.
The process of adding this coating to workholding is called Surface Micro Keying by the company and the trade name for the coating is Carbinite. The coating can be applied in several grades, leaving various textures equivalent from 40 to 320 emery. See the photo, above right. This type of coating becomes metallurgically bonded to the base metal without bulk heating so that the heat treated condition of the base metal is not affected.
According to Mr. Freyvogel, this carbide coating has many advantages. It is likely to leave far fewer tooling marks than serrated grippers. (Any marks left by the coating are often invisible to the naked eye.) The coating can be applied and reapplied to existing tooling and fixtures. It can be applied to all steels including stainless, as well as to certain aluminum alloys such as 6061 and 7075. Often, the coating allows clamping pressure to be reduced without reducing gripping power, thereby decreasing part deflection. Coated surfaces also resist wear, an added benefit.
In tests, an 80 emery grit carbide coating on vise jaws allowed them to withstand approximately twice the force to move a 7075 aluminum block being held with the same force in standard, uncoated ground jaws. The coating can be applied to lathe chuck jaws, grip wedges, OD and ID collets, and other tooling such as feed rolls, barfeed fingers, ways, pallet feet and so on.
Clamping Attachment For Grinding
Clamping shafts between centers in a cylindrical grinding machine can be a delicate matter. It is important to hold the center of the shaft on location to get good roundness, concentricity and surface finish. However, using a non-compensating chuck to hold one end of the shaft is likely to move the shaft off center at that end and spoil the accuracy of grinding results.
Buck Forkardt Inc. (Portage, Michigan) recently introduced a compensating drive dog clamping attachment to solve this problem using its standard line of concentric grinding chucks. This attachment serves as a driving mechanism without interfering with the workpiece location established by the two centers. The attachment also accommodates automatic loading and unloading.
Essentially, the attachment is a precision formed and ground ring that can be quickly inserted into special top jaws mounted on the chuck. The ring is calibrated to create the exact clamping force required to drive the shaft. The ring features three evenly spaced spokes that hold adjusting screws. When the ring is installed on the chuck, these spokes are positioned opposite the chuck jaws, so that the jaws press against the free rim of the ring. See photo at right.
When pressure is applied to the jaws, the rim deflects inward slightly, forcing the spokes to spring outward, releasing the clamping force on the shaft. When jaw pressure is removed, the ring resumes its normal position, returning the clamping pressure to the workpiece without disturbing on-center location established by the spindle and tailstock centers. Only the pre-set force of the ring is exerted on the workpiece.
According to Buck Forkardt application specialists, the drive dog clamping attachment allows for a wide range of part diameters because the adjusting screws can be adjusted individually to a master part or gage that is being held between centers. The attachment is available in three sizes for the Forkardt 3 KCHP 130, 160 and 200 mm chuck models.
Magnetic Chucks For EDM
Magnetic chucks have been used for ram EDM for some time. What is new here is the built-in flushing hole system in the top plate on the permanent magnetic chucks now offered by WEN Technology (Raleigh, North Carolina). See photo at right. Each flushing hole is threaded and plugged, allowing flexibility in flushing patterns by opening only those flushing holes required. Either pressure or suction flushing may be used. Effective flushing strategies are essential for "die sinking" EDM, especially on today's faster cutting machines, which generate ash and debris at a faster rate.
According to John Powell, president of WEN Technology, the magnetic circuit on these chucks uses a fine pole pitch for low magnetic penetration to ensure free flushing and eliminate magnetic interference with the EDM process (flux height is 1.5 millimeter maximum). A "positive-off" design ensures that workpieces can be removed from the chuck easily.
Although EDM does not involve the cutting forces encountered in milling or turning, high holding power is a benefit because positive workpiece location is important. Likewise, the flushing pressures often applied in EDM can be substantial.
Because ram EDM takes place submerged in a tank of dielectric fluid, any workholding device has to be designed for this environment. In this case, the chucks have solid hard-soldered top plates and one-piece bases that are permanently sealed. The chucks are available in a wide range of sizes from 5-by-10 through 10-by-18 inches, with the number of flushing holes ranging from 28 to 102, depending on the size of the chuck.
Workholding Adds Value
One thing can be said about all workholding devices and systems, including the few mentioned in this article. None of them make any chips. They don't remove any material. But they do add value. Workholding may be the most important "non-cutting" tool at any shop's disposal. Indeed, an effective workholding strategy is often the key to productivity and profitability.
















Related Content

Using Jaws as Grippers Enables Flexible, Low-Cost Automation
VersaBuilt’s automation systems significantly boosted Innovative Fabrication’s revenue. In return, the shop has helped VersaBuilt optimize its products.
Read More
Custom Workholding Principles to Live By
Workholding solutions can take on infinite forms and all would be correct to some degree. Follow these tips to help optimize custom workholding solutions.
Read More
Workholding Fixtures Save Over 4,500 Hours of Labor Annually
All World Machinery Supply designs each fixture to minimize the number of operations, resulting in reduced handling and idle spindle time.
Read More
Navigating Large-Scale CNC Machining: Suburban Tool’s Niche Strategy to Stay Competitive
Facing increasing competition from lower-cost imports, Suburban Tool made a move toward large-scale, in-house machining. By identifying a niche in large, precision angle plates and tombstones, the company has strengthened its ability to control quality and protect its reputation.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More