
Frictionless Machining Reduces Heat, Chatter
Friction resulting from moving machine components rubbing together can create vibration and heat buildup, both of which can cause problems during machining operations. One machine from NTC America uses hydrostatic components to eliminate sources of friction for high-precision, small-parts machining.


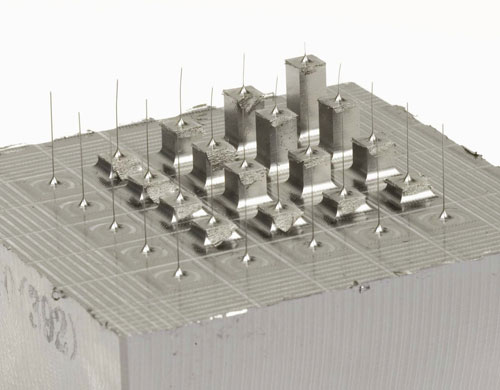
The VMC with hydrostatic ways at top created the tiny columns on this 40-HRc sample part. The top-right column has a height of 2 mm and a diameter of 0.02 mm. The nine tallest columns have a height of 10 mm and a diameter of 0.1 mm. All of these features were created using a 4-mm end mill cutting at 15,000 rpm and 600 mm/m.
Share












When problems occur in machining operations, vibration and heat are possible culprits. Thermal growth resulting from heat buildup in the spindle can adversely affect accuracy, while vibration that causes chatter can not only ruin a cut, but also cause tools to break prematurely. In most machine tools, both vibration and heat can stem from a single source—friction caused by metal components rubbing together as the machine elements move and the spindle turns.
To eliminate friction, NTC America (Novi, Michigan) offers a machine in which the only metal-to-metal contact is between the cutting tool and the workpiece. Designed for high-precision work on small parts, the Zµ3500 VMC operates without linear guideways, roller bearings or ballscrews. Rather, it is equipped with hydrostatic ways, a hydrostatic/hydrodynamic hybrid spindle and scaled linear motor drives.



According to the company, this design provides quiet, nearly inertia-free and accurate operation, making the machine useful for the demanding requirements of medical devices and tight-tolerance dies and molds. In fact, the machine’s accuracy, rigidity and repeatability are sufficient to allow roughing, semi-finishing and finishing on a single platform, says Larry Jones, regional sales manager for NTC.
Unlike machines that use rolling, metal elements as the interface between moving and stationary components, the Zµ3500 incorporates a pressurized film of oil. Sliding along oil keeps machine components from contacting one another, eliminating friction that causes vibration and heat buildup. Moreover, having this configuration in the ways alleviates stick-slip motion, and backlash is also not a problem because the linear motors can change direction almost instantaneously, Mr. Jones says. This enables the machine to hold concentricity to less than one micron on circularity tests.
Mr. Jones likens the effect to a game of air hockey. “The components float on the film of oil like the puck floats on air,” he explains. “When you tap it, it takes off, hits a corner, and takes off another way. It looks like there’s no inertia for it to overcome.”
Many machine tools must run for a few minutes in order to “warm up” before operators can set zero points and undergo other preparations for operation. That’s because as the machine runs and temperatures increase, bearings and other metal components in the machine expand slightly and throw off accuracies, Mr. Jones says. However, with its non-metal-contact design, as well as a 60-gallon chiller unit that recirculates the hydrostatic oil and keeps it cool, the Zµ3500 is ready for machining within seconds of startup. Additionally, operators don’t need to program offsets into the control to compensate for inaccuracies resulting from thermal growth.
The machine is also much quieter than many of its counterparts because the only machining noise is that of the tool meeting the workpiece. A quieter, less-invasive shop floor can be a boon to employees, Mr. Jones says. Additionally, with no metal contact, machine components are less liable to wear out. This can extend component life and ease repair and maintenance costs. According to Mr. Jones, changing the oil every 2 years and changing the oil filter every 6 years is sufficient to maintain the hydrostatic systems.
With XYZ axis travels of 13.78 × 11.81 × 11.81 inches, the machine can achieve 787 ipm feed rates at a maximum spindle speed of 30,000 rpm. The worktable measures 17.72 × 14.17 inches and can accommodate parts as heavy as 220 pounds. The spindle uses a 17.5/25-hp motor and HSK E32 toolholders.








Related Content

6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More