
Five-Axis Machine Blends Power, Small Work Zone
A manufacturer of blisks and impellers needed to quickly find a new five-axis machining center, or risk losing a lucrative job. Two new VMCs fit the shop’s requirements and provided unexpected benefits. (Includes video.)


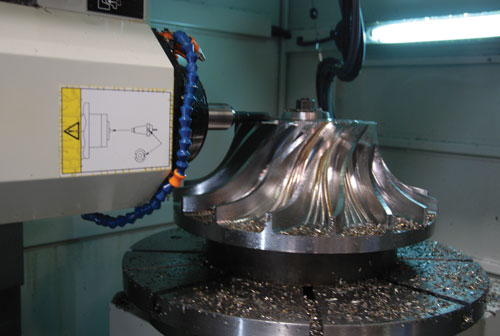
Typically consisting of stainless steel and other difficult-to-machine materials, parts machined at NuCon are characterized by swept surfaces and complex contours. This particular energy-industry part prompted the shop to purchase two VMX42SR VMCs from Hurco.
As opposed to a trunnion-type or other five-axis configuration, the use of a tilting spindle head and rotary table provides cutting tools with access to virtually any area of the part, says David Bernhardt, co-owner of NuCon.

NuCon co-owner David Bernhardt, shown here, says the intuitive nature of the Hurco control made it easy for the company’s operators to get up to speed on the new equipment.

The new Hurco machines complement vintage Sundstrand five-axis models like this one. These machines have been retrofitted with the company’s own impeller machining software and PC-based controls.

The Sundstrand machines used to machine most of the company’s parts are extremely rugged, incorporating induction hardened ways, anti-friction roller bearings, pre-stressed columns and other features that contribute to rigidity, Mr. Bernhardt says.
Share







Takumi USA
Featured Content
View More








Hwacheon Machinery America, Inc.
Featured Content
View More




NuCon Corporation uses Hurco’s VMX42SR five-axis VMC to machine the swept surfaces and complex contours of this rotating, bladed component for an energy-industry customer.
















Related Content

Inverting Turning and Five-Axis Milling at Famar
Automation is only the tip of the iceberg for Famar, which also provides multitasking options for its vertical lathes and horizontal five-axis machine tools.
Read More
6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
Read More
4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More