
CAM System Tackles Swiss-Type Complexity
Partmaker CAM software helps this shop cope with the increased complexity of the medical parts processed on its similarly complex Swiss-type lathes.

This photo shows an array of parts produced on C&A’s Swiss-type machines and programmed in Partmaker.

Chris Korte, CNC programmer (left) and Mark Simpson, CNC Swiss supervisor (right), stand in the Swiss “pod” at C&A Tool’s main plant in Churubusco, Indiana.

To ensure that operations on complex medical parts like this proceed as planned...
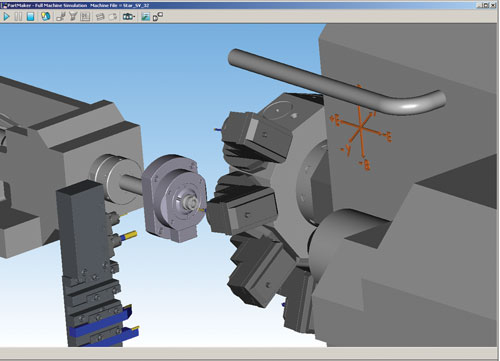
...C&A programmers prove out programs in Partmaker prior to machining.

Swiss-type programmer Nathan Esslinger runs a Partmaker simulation on his PC.
Share
























Related Content

The Producto Group Appoints New Member to Board of Directors
Dean Schauer, the newest appointee to the company’s board of directors, is the current CEO and president of Confluent Medical Technologies.
Read More
Kyzen Solvents Provide Ease of Cleaning for Medical Parts
The Metalnox line of solvent products are designed to improve reliability and increase the ease of cleaning in vacuum and vapor degreasing processes.
Read More
Ametek EMC Laser Cutting System Offers Through-Part Cooling
The new laser cutting system offers comprehensive Swiss machining capabilities, as well as through-part cooling and automatic part-handling options.
Read More
EDM, Laser Micromachining and More at GF Medical Demo Center
At GF’s Medical Center of Competence, the company shows off EDM and laser features that could make a large impact on medical manufacturing — and elsewhere.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More