
Armed for Accuracy
Portable metrology arms provide many benefits, as do standard CMMs, but how do these devices differ from each other? This company relies on both and describes the applications for which these technologies are particularly well-suited.

Mark Vance, advanced technical specialist at Clinkenbeard, positions the seven-axis portable arm with a laser scanner above the part to be measured. No homing is required prior to operation.
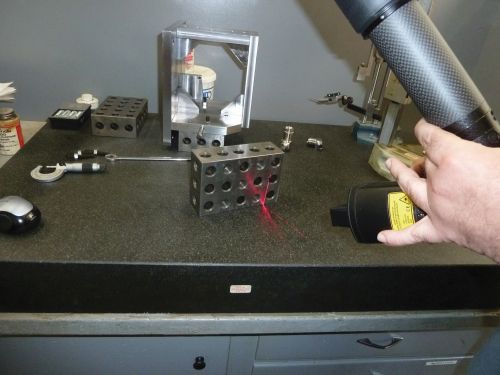
As the laser sweeps across the part’s surface, data is collected on general dimensions, hole placement and surface conditions, all in a matter of seconds.
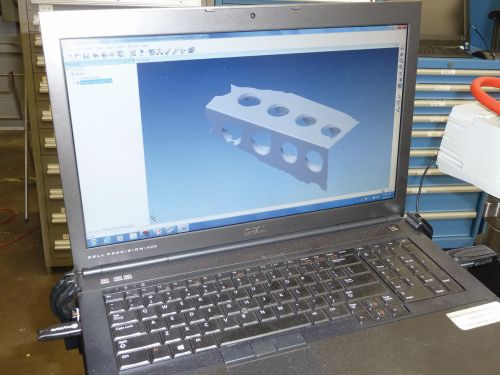
A part being scanned begins appearing on the computer monitor in real time, eventually becoming a 3D image that reveals contours including burrs and other surface defects.

Once a finished part has been scanned into the computer, it can be tested against the CAD drawings in order to check for accuracy.

One feature of the system’s software “overlays” the CAD drawing over the finished part, providing a color-coded map that reveals areas of high and low tolerance.
Share












Anyone manufacturing large parts and measuring their dimensions on a traditional coordinate measuring machine (CMM) is well aware of the challenges associated with removing the workpiece from the shop floor and setting it up in the lab. Days and sometimes weeks can pass while this critical step is performed, and there’s even the chance of parts being damaged in transit. The logical solution, of course, is to measure the part where it’s being machined—taking the CMM to the part instead of the other way around
That’s the conclusion reached more than a year ago by Clinkenbeard & Associates Inc. of Rockford, Illinois, when it invested in a Romer Absolute Arm, a portable measurement device available from Hexagon Metrology. Not only has the device exceeded expectations, additional benefits have been revealed along the way, resulting in a quick ROI on the company’s capital investment. “We bought it to address a particular problem, which it did,” says Steve Helfer, general manager. “We’ve used it to perform receiving inspections on our castings, which has saved us a considerable amount of time because we can get back to the foundry with any changes we need made. But we’ve since discovered other uses that resulted in completely new revenue streams we hadn’t even anticipated.”



Speedy Scanning
Founded in 1966 as a traditional pattern shop, Clinkenbeard—part of the M2M group of companies along with M2M Machining Inc., Mica Tool & Manufacturing and Tri Aerospace LLC—now specializes in the rapid production of complex metal castings and machined parts for a wide variety of customers. While many of its projects involve prototype development for faster speed to market, a fair number of them lead to production contracts for the finished part.
Even though the company had become increasingly aware of how much time it was spending moving large parts for the aerospace, diesel equipment and marine industries from the worktable into the CMM lab for measurement, the tipping point came as the result of a new contract. “It involved a very large part, about 20 feet long,” Mr. Helfer says. “We decided it was time to invest in a portable arm in order to keep the project moving forward more quickly.”
After researching the market on available technologies and consulting with one of its sister companies that had already purchased portable metrology devices, Clinkenbeard followed their lead and chose a seven-axis Romer arm. Equipped with a 1. 2-meter measuring volume, this equipment is used for 3D control of molds, parts, tooling and castings and features a ScanShark V5 laser scanning probe. The system also includes PolyWorks software connected to a standard laptop computer.
Although Clinkenbeard was able to hire an advanced technical specialist with experience in portable metrology arms at about the same time the Romer device was brought online, Mr. Helfer found the training the Hexagon team provided to be complete. “Any company with CMM experience will be able to grasp these concepts immediately,” he says, “and the benefits will be immediately apparent, as well.”
According to Mr. Helfer, “using the traditional method, it might take days to break down a part, move it to the lab, set it up to be measured, measure and then return it to the machine. With the Romer arm, the entire measurement process can be completed in a matter of hours,” Mr. Helfer says. “Plus we got a much better idea of the surface contours using a laser scanner than you would with a probe,” he says. “This is of particular importance to the aerospace industry, especially if the part is exposed to airflow.”
With a touch probe, the extent of the measurements taken depends on the number of points the operator plots. “And even if that’s a thousand points, it doesn’t add up to the 50,000 points per square inch the laser will scan,” Mr. Helfer says, adding that standard CMMs and portable arms are available with both scanning technologies. “That’s why the portable arm is so good for checking profiles. Even if you’re using a laser scanner on a programmable CMM, you can cover more surface area moving the arm around the part instead of repositioning it on the table.”
Measuring Results
So how else do the performance of the portable arm and the standard CMM differ, and in which situations would you choose one over the other? The answer, Mr. Helfer says, comes down to choosing the right tool for the right job. “I can’t speak to how it’s used elsewhere, but we see both technologies as being extremely useful—though for very different reasons,” he says.
For example, while both Clinkenbeard’s shop floor and metrology lab are climate-controlled, there are still temperature variations in the work area as doors are opened for shipping and receiving, so the CMM’s measurements can be more accurate. Still, the time saved by taking measurements on the machine without removing the part from the fixture allows the operator to make in-process judgment calls as to whether to continue machining the part. In this way, the Romer arm helps determine whether final inspection by a standard CMM is justified. If so, once the part has been completed it is moved to the lab where a first-piece inspection is performed by the company’s quality director. The dimensions are recorded on the print or in a final report verifying the accuracy of the setup.
Another consideration is the fact that a fixed CMM is programmable and can therefore be operated unassisted after the program is created, while using a portable metrology arm is inherently a manual operation—though one that can be completed more easily and in less time. Also, touch-probe CMMs shine when measuring the width and depth of a bore hole, for instance, while the arm, equipped with a laser scanner, excels at checking the placement of the holes across the part surface and the condition of the surface itself.
In the end, however, the method is determined by the customer’s preference and/or contractual obligations. Although portable metrology arms aren’t new—the patent for the Romer arm was filed in 1974 by Homer Eaton, one of the company’s founders—the technology is still unfamiliar to many manufacturers. And because of this, Clinkenbeard has discovered a new return on its investment.
Unexpected Return
About six months after the company purchased its Romer arm, it was approached by the city of Rockford to give a presentation on industrial innovation as part of its ongoing business outreach program. The decision was made to focus on portable metrology, with Clinkenbeard staff giving demonstrations and describing the benefits they’d discovered since the company made its investment. More than 60 individuals from local manufacturing companies attended the presentation, learning about the device and how it is used. They also watched a scan made of the Winnebago County chairman’s face being machined into a plaque that was presented to him at the end of the day. The demonstration made quite an impression, and the company soon found itself with opportunities to conduct measurement services for a fee to area businesses, either onsite or at the Clinkenbeard facility. “The Romer arm comes in a case, it’s very lightweight, it attaches to a wheeled tripod and no homing procedures are required,” says Kevin Knight, manufacturing engineering manager. “So we’re able to accommodate the customer’s needs, whatever they may be.” The company also found that most people are completely open to this concept, whether they’re familiar with the technology or not. As long as gage R&R (repeatability and reproducibility) tests are satisfactory, then they’re open to learning more,” Mr. Knight says, explaining that customers are beginning to accept a “pictorial” laser scan instead of dimensional results. “The laser scan even shows areas that are close to being out of tolerance, as well as those that are out of tolerance. Eliminating so much data analysis really saves us a lot of time.”
Since the company has already recovered its investment in the portable arm through time savings on its own shop floor, this external service represents an entirely new revenue stream, and one for which Mr. Knight has high hopes. “We had no plans to provide this outside service when we purchased the Romer arm,” he says, “but it’s just one of many pleasant discoveries we’ve made about the device over the past year. And we fully expect that there will be more.”
Widespread Awareness
Just as Clinkenbeard has awakened many of its customers to the advantages of portable arm metrology, it has also made a point of exposing all of its employees to the technology. The company’s advanced technical specialist, Mark Vance, has even created a step-by-step instruction manual detailing how the device is used within the context of the company’s operations.
“We asked two employees who’d never used one before to perform a scan using the Romer arm following Mark’s instructions, and they were able to complete the assignment without any problems,” Mr. Helfer says. “The way we see it, the more our employees know about this technology, the more likely they may be to come up with additional uses that we haven’t even considered.”
Clinkenbeard, an M2M company, call 815-226-0291 or visit clinkenbeard.com. Hexagon Metrology, call 855-443-9638 or visit hexagonmetrology.com.















Related Content

Cimatron's Updated CAD/CAM Software Streamlines Mold Design
Eastec 2023: Cimatron V16 includes a clean new user interface and increased automation for faster mold design, electrode creation and NC programming.
Read More
How to Achieve Unmatched Accuracy in Very Large Workpieces
Dynamic Tool Corp. purchases two bridge-style double-column CNCs to increase the cutting envelope and maintain 5-micron cutting accuracy in the long term.
Read More
In Moldmaking, Mantle Process Addresses Lead Time and Talent Pool
A new process delivered through what looks like a standard machining center promises to streamline machining of injection mold cores and cavities and even answer the declining availability of toolmakers.
Read More
For This Machine Shop, Licensing Is the Answer to the Inventor’s Dilemma
Machine shops are natural inventors, but not necessarily suited to supporting and marketing a product. This Minnesota shop with an invention related to micromolding will share it through licensing.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More