
Anti-Electrolysis Is Pro EDM
A new breed of power generators for wire EDMs has options for reducing, even eliminating, one of the unwanted side effects of this very versatile metalcutting process.



Under a microscope, carbide EDMed without anti-electrolysis (top) shows defects created by cobalt depletion, whereas the carbide EDMed with anti-electrolysis (bottom) shows no such defects.


NuGen depends on anti-electolysis for wire EDMing carbide workpieces such as the punch and trim insert shown above.

Steel also benefits from anti-elctrolysis when EDMed, as the comparison of cuts with this feature (right) and without (left) shows.

Neil Dohe of Dies Plus uses wire EDM to machine steel components for die sets like the one he is holding. Anti-electrolysis helps protect steel surfaces from rusting.
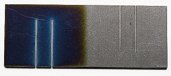
The left side of this titanium test piece was EDMed without anti-elctrolysis and exhibits the characteristic bluing that indicates surface damage. The right side of the piece, EDMed with anti-elctrolysis, has no bluing.
| Update – More recent information about this technology can be found here: Special High Temperature Alloys Spark Interest in EDM |
Although wire EDM (electrical discharge machining) has earned respect for its ability to machine difficult workpieces with unsurpassed accuracy, the machining process didn't gain the full attention it deserves until recently. The culprit: electrolysis.
Electrolysis, intrinsic to the early days of EDMing and continuing until the early 1990s, is caused by stray voltage from the cutting process interacting with contaminant in the dielectric fluid and attacking the workpiece. Electrolysis is particularly problematic when machining titanium, carbide, and stainless and mold steels, all which suffer from poor surface integrity and shortened tool life due to the effects of electrolysis. They often require significant secondary machining operations and excessive polishing, which affect the overall accuracy of the machined part. Titanium turns "blue," while stainless steel can be weakened by a thick recast layer; tool steels rust; and carbide suffers degradation, the result of cobalt binder depletion.



Because of electrolysis, EDM has often been overlooked as the preferred machining method. Traditional machining methods, such as milling, grinding and turning, were preferred even when EDM would provide superior results.
Electrolysis, however, is now being controlled with anti-electrolysis technology, opening the door to increased wire EDM applications. Anti-electrolysis, in its simplest terms, limits the stray voltage around the workpiece to inhibit the interaction between contaminants and the workpiece, therefore, shielding the workpiece from the effects of electrolysis. Parts machined on EDMs with anti-electrolysis power supplies can have surface finishes to 1 micron Rmax with no micro-cracking and no significant loss in machining speed.
How Does Anti-Electrolysis Work?
Electrical discharge machine manufacturers have developed solutions to electrolysis. As stated before, anti-electrolysis technology limits the stray voltage around the workpiece to inhibit the interaction between contaminants and the workpiece. The workpiece, therefore, is protected from the contaminants that can compromise surface integrity or the life of the tool.
Different manufacturers have taken various approaches to anti-electrolysis. For example, the anti-electrolysis power supply developed by Mitsubishi is in a continuous "on" mode and achieves a nearly "zero" gap voltage, which effectively retards corrosion and rust problems. Because the anti-electrolysis power supply is always "on" from rough to skim to finish cut, the DC power supply contamination of the rough and initial skim cut is not created.
Effects On Carbide
Electrolysis causes cobalt depletion and micro-cracking in ultrahard alloys such as carbide, which is used primarily in high speed stamping dies, compacting dies and form tools. The end result is a die or tool that may wear or fail prematurely.
Carbide is a powder metal comprising tungsten and other materials held together with cobalt as the binder. When large amounts of voltage and current are supplied, as is done in the EDM process, the cobalt binder and tungsten will separate, creating deep cracks or cobalt depletion and shortened tool life.
Micro-cracking, or small voids in the carbide, can be caused by the mere introduction of deionized water, which is used as the dielectric fluid to cool the EDM process and flush away the scrap material. The deionized water eats away at the cobalt binder and leaves voids or cracks. With less binder holding the tungsten together, the tool naturally becomes weaker.
An anti-electrolysis power supply, however, helps reduce damage to the carbide by keeping the particles that normally would attack the material in the DC power supply. (The DC power supply has a positive, or corrosive, charge on expelled particles which, in turn, attack the material and continue to "eat" the cobalt binder.) The anti-electrolysis power supply particles, however, are neutral and are not attracted to the material.
The benefit of anti-electrolysis is realized by many form tool or screw machine houses that can increase production runs. Each form tool machined on an EDM with an anti-electrolysis power supply has a longer life. Screw machines, therefore, will run longer without interruption because there will be less downtime to change failed tools.
There are relatively few options available for cutting carbide. According to toolmakers experienced in cutting the material, carbide must either be machined with a diamond grinding wheel or with an electrical discharge machine. John Lyter, a wire EDM specialist with NuGen Tool & Die Inc. in Lewisberry, Pennsylvania, says his company "cuts a large quantity of carbide tooling for high speed progressive dies and has turned to EDM for superior results."
Mr. Lyter states that before anti-electrolysis generators became available, carbide workpieces had to have many more skim cuts with less amperage to remove the cobalt depletion and micro-cracking. This has been greatly reduced with anti-electrolysis generators. Less skim cutting means less time wasted, which lets NuGen be more competitive without compromising workpiece integrity.
This is not the only benefit. All wire machines need some kind of dielectric fluid. Most use deionized water. The water flows through a resin, which removes ionized particles, then the water flows into the worktank. The resin is a costly consumable that needs replacing or regenerating on a regular basis. NuGen finds that with the anti-electrolysis generators, the life of the resin has increased by approximately 300 percent.
NuGen specializes in EDM. President Don Hubbard explains that "EDM is the cornerstone of our business. Whether it's in our conventional EDM department where we manufacture all types of mold tooling or in our wire EDM department where we work with large amounts of carbide for progressive dies, we have made a commitment to stay on the leading edge of technology. Purchasing wire machines with anti-electrolysis power supplies was just a natural selection in that process."
Effects On Titanium
Titanium, a light weight yet strong material used primarily in the aerospace and medical industries, oxidizes or "blues" when EDMed on a machine without an anti-electrolysis generator. See Figure 2 (at right). This bluing is caused by voltage pulling ions out of the material being machined, not by heat as many suspected. Titanium that is blued is weakened and can fail prematurely, which is an obvious concern for the aerospace and medical industries. Although the blued layer can be removed with secondary machining operations, those operations can affect the overall accuracy of the machined part.
When EDMed on a machine with an anti-electrolysis power generator, however, titanium's bluing effect is eliminated. Again, the anti-electrolysis generator, operating at zero voltage, prohibits particles from attacking the workpiece.
One U.S. manufacturer of medical devices and instrumentation uses EDM with an anti-electrolysis generator to cut titanium workpieces for the medical industry. The anti-electrolysis power supply, a company spokesman says, allows him to cut titanium without the oxidized layer. Without the oxidized layer, titanium can be easily anodized. If the workpiece is oxidized, he said, several steps would have to be taken before the anodizing process. Because the anti-electrolysis generator eliminates the oxidized layer, turnaround and throughput have increased.
While the medical device manufacturer does mill and turn titanium, the machinists conventionally machine only those titanium workpieces that do not have sharp corners or require 0.0005-inch tolerances.
Effects On Stainless And Steel Alloys
Stainless steel, like titanium, is used in the medical industry for medical implants, but also is used for specific mold applications (such as food molds) because it holds a mirror finish for longer periods of time when polished. The EDM process, however, causes stainless steel to have a recast layer, or heat-affected zone, which can result in premature part failure. It also may shorten the life of the part's fine surface finish. See Figure 3 (below, left).
Steels such as S7 and H13 grades, used predominately for mold building, rust easily in deionized water. Steel cut in EDM machines without anti-electrolysis generators require more polishing and more secondary machining operations. These additional operations compromise the accuracy of the part. With the anti-electrolysis power generator, the recast layer on a stainless steel part can be reduced to below 0.0001 inch. And S7 and H13 steel can be cut with little or no rusting.
Dies Plus Inc., a Carol Stream, Illinois-based builder of progressive dies, fixtures and multi-slide tooling, uses EDM to machine die sets, blocks, strippers, and to cut holes and punches. Before purchasing an EDM machine, Dies Plus used to grind out punches from steel. Grinding takes five to six times longer than EDMing, says Neil Dohe of Dies Plus.
With CNC-based EDM, Mr. Dohe says, production has nearly tripled. "While wire cutting seems slow to the human eye, it's really quite fast," he says. EDM also affords extreme tolerances and clearances. "Acquiring high tolerances when grinding steel is very difficult to do," he notes. "It takes patience and a very skilled operator." EDM operators also need skill, he says, but the skill is more geared toward operating a computer numerical control than the machine itself.
The anti-electrolysis generator, he adds, allows Dies Plus to machine complex parts that may take from 10 to 12 hours, or even longer, to cut—without rusting. Parts that may be in the machine for up to 40 hours would have less rust when machined with an anti-electrolysis generator.
Efficiency Is The Key
In recent years, headlines about wire EDM have often focused on dramatic increases in cutting speed. Indeed, faster speeds have rewritten many of the conventional rules about how and when this process can be applied. But lately, attention has shifted to other developments that make wire EDM more efficient in overall production strategies.
The arrival of anti-electrolysis generators has to be counted as one of the most important of these developments. By allowing wire EDM to produce surfaces largely free of the negative effects of electrolysis, expanded applications in carbide, titanium and stainless steel are feasible. Extensive secondary operations once required to counteract these effects are now reduced or eliminated.
Once again, the rules are being rewritten, and once again, in favor of wire EDM. MMS
Click here to learn more about supplier Roku-Roku.
About the author: Steve Szczesniak is an application engineer at Mitsubishi EDM/MC Machinery Systems, Inc., Wood Dale, Illinois.
















Related Content

The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Fearless Five-Axis Programming Fosters Shop Growth
Reinvestment in automation has spurred KCS Advanced Machining Service’s growth from prototyping to low-and mid-volume parts. The key to its success? A young staff of talented programmers.
Read More
Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read More
How to Successfully Adopt Five-Axis Machining
While there are many changes to adopt when moving to five-axis, they all compliment the overall goal of better parts through less operations.
Read MoreRead Next

Special High-Temp Alloys Spark Interest in EDM
Today’s wire EDM technology preserves the surface integrity of proprietary titanium alloys and other high-temperature materials, so aerospace and medical applications using this process are booming.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More