

The LoadAssistant from Halter is a flexible robotic system that can load and unload parts from any CNC machine. It is designed to be easy to change over, so that users can automate production of a range of small-quantity jobs.

Kilgore Manufacturing’s dedicated automation cell enables it to manufacture 3,500 flange fittings a week, but the cell manufactures only that one part, because owner John Hicks says the investment required to change over the cell to produce additional parts would be substantial.

The automation system enables machine operators to run three or four machines at a time instead of one or two. Since this allows more time to inspect parts, both capacity and quality assurance have improved. Seen here is Tim Acres, automation leader.

When the parts on one side of the system’s adjustable grid plate are complete, the robot rotates the turntable so that operators can unload them and refill the plate with sawed blanks. The system’s predictability enables the operators to walk away from the machine and know exactly when to return to it.
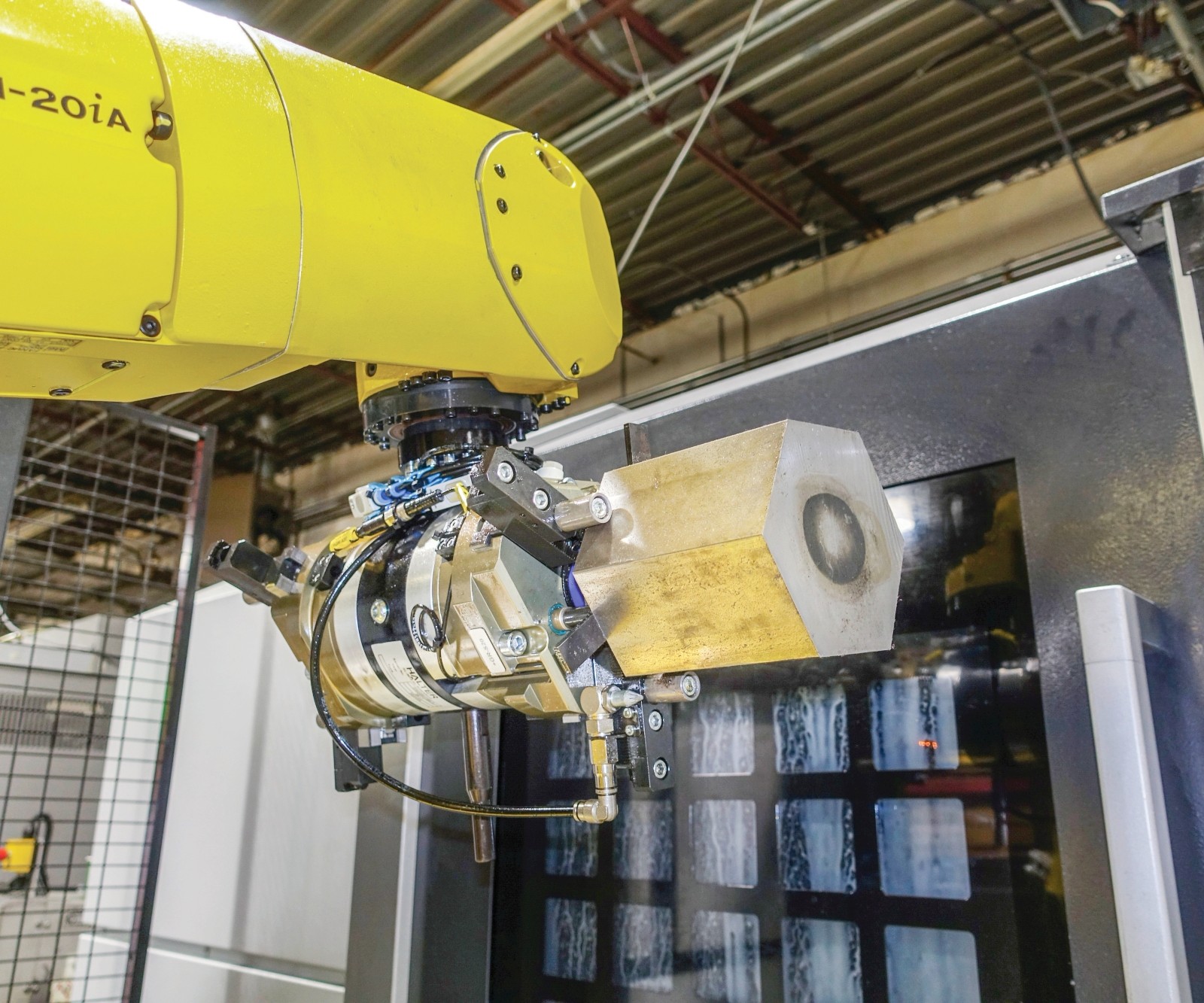
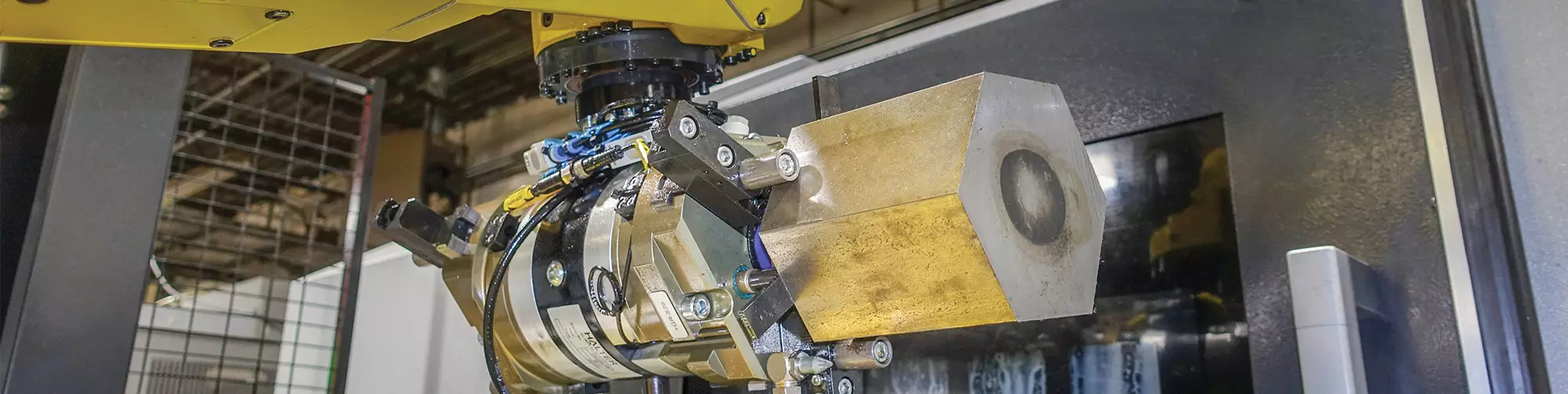
The flexible robot system can be used to automate production of different types of parts, including this fluid control body, which is made from a hexagonal blank. Kilgore worked out how to use this shape of stock in the system, which more generally runs square and round blanks.

Owner John Hicks has implemented three Halter systems so far at his shop. He says that the process improvements and capacity increases have been significant enough that he has plans to purchase a fourth system.
Share








.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View More



Takumi USA
Featured Content
View More





Automation might seem like a clear way for a machine shop to increase capacity, but the cost required means it typically doesn’t make sense for small-volume production. Kilgore Manufacturing in Columbia City, Indiana, has a dedicated automated manufacturing cell that can run for eight hours unattended and enables the shop to ship 3,500 units of a particular part per week. However, the cell is only configured to manufacture that one part, a flange fitting, and according to owner John Hicks, changing over that cell to produce a different part would require a significant investment, between $50,000 and $60,000 by his estimates.
Kilgore has 65 employees running three shifts to produce a wide range of parts. What the job shop considers to be its core market, heavy trucking, only accounts for 20 to 25 percent of its total business. It also produces automotive, military and Swiss-turned medical parts, among others. The flange fitting happens to be a particularly stable high-volume part, so an investment in an automated system that enabled the shop to increase its capacity to produce this part made sense. However, because the shop produces such a large variety of other parts, it needed to find ways to increase that capacity as well.



Mr. Hicks knew adding employees was not a solution, due to the scarcity of prospective hires with manufacturing skills (and “it’s not getting any better,” he says). He wanted to use automation to free up his existing higher-skilled employees to do other work.
Kilgore’s machine tool supplier, Capital Equipment Sales, suggested the answer. The shop’s contact there, John Mangun, heard Mr. Hicks was searching for, in the shop owner’s words, “an automation system to adapt to a job shop environment.” Capital is a distributor for the Dutch company Halter, which has a U.S. headquarters in Cascade, Iowa. Mr. Mangun believed the company’s LoadAssistant system for part loading and unloading was a possible solution.
The LoadAssistant mates a FANUC robotic arm to a turntable for staging workpieces within a single workloading unit that can be stationed beside and relocated to any CNC lathe or milling machine. An operator interface on the unit enables intuitive programming of the robot for new jobs. The overall system is designed to be easy to set up, program and move between machines, enabling users to automate production of a range of parts with fast, easy change-over.
Kilgore purchased its first LoadAssistant, a first-generation model, in January 2017 and installed it at an Okuma single-turret lathe. The shop followed up that purchase with two second-generation systems, setting them up at DMG MORI twin-turret lathes.
The System
Part of what sets the Halter automation system apart from Kilgore’s dedicated automation cell is the ease with which operators can program and reprogram the system for use with different parts. Its software interface provides a 12-step icon-driven programming process by which the operator can stand at the machine and complete the programming for any new part in about 20 minutes. In this process, the operator follows prompts to input information including the shape, diameter and height of both the blank and the finished part, as well as whether the gripper should pick the piece up from the inside or outside. He or she then programs how the system loads blanks into the machine and unloads the finished parts, choosing preset tasks that can be arranged in a custom sequence. (This sequencing is helpful, for example, for a part that is too large to fit in the machine at the same time as the next blank. In this case, the operator can program the machine to unload the finished part before picking up and loading the next blank.)
Kilgore has been able to automate production of orders of 100 to 200 parts.
The operator can then set how the part goes into the machine tool’s chuck. A gripper from Schunk is part of the system. If the part goes all the way back into the chuck, the gripper uses a spring-loaded “pressure star” that holds the blank against the face of the chuck before the chuck closes. If the pressure star is not used, the chuck clamps down on the blank before the robot gripper releases it.
Once the system has been programed, the operator loads the adjustable grid plate on the staging pallet with blank parts, which the robot will pick up one at a time. When the CNC signals that the machining cycle is finished, the robot removes the finished part from the machine, puts a new blank into the chuck and places the finished part on the grid plate. Once all the parts on one side of the two-pallet staging area have been machined, the robot rotates the turntable so the operator can remove the finished parts and replace them with more blanks. In the meantime, the system begins loading the blanks from the grid plate on the other side.
How Kilgore Uses It
Unlike with the dedicated automation cell, Mr. Hicks did not have a specific part in mind for production using the LoadAssistant, he just wanted to increase the shop’s overall capacity and maximize the time-effectiveness of his higher-skilled employees. Because the system can be used in the manufacture of parts of various sizes and shapes, Kilgore has been able to use it to cost-effectively automate production of smaller quantities, such as orders of 100 to 200 parts, freeing up operator time as well as capacity on other machines. At present, Kilgore uses these systems with various types of materials, as the version it uses has a weight limit of 50 pounds.
Another point of flexibility is that Kilgore has figured out how to use the adaptable robot system to work with blank stock of different shapes. The grid plates have square openings, and the system calculates where to pick up square and round blank stock pieces by their size and by how they settle into those squares. However, Kilgore sometimes also uses a hexagon-shaped blank it wanted to incorporate into the system. To do so, it had to define an algorithm to account for the fact that a hex shape will not fit symmetrically into a square opening. This algorithm locates the blank based on which side the flat of the hex touches the flat of the grid. The shop worked with Halter to implement this stock shape and has been successfully using hexagonal blanks in the system ever since.
Kilgore has found the system to be particularly well-suited for automating the production of its larger bar parts. According to Mr. Hicks, the shop had been using a bar feeder to turn some parts, but barstock larger than 2 inches in diameter had to be run at reduced speeds to avoid the bars vibrating in the feeder. But with the LoadAssistant using sawed blanks instead, parts that are greater than this 2-inch-diameter limit can be turned at faster speeds thanks to the new system.
The shop has also found that the Halter system makes it easier for the operator to be away from the machine as it continues to work, because its predictability lets the operator know exactly when to return to reload it. “He doesn’t have to be right in this area,” Mr. Hicks says. This enables Kilgore to run parts 24/7, which the shop was not able to do before without incurring overtime costs and quality concerns. Recently, the shop ran parts over a three-day weekend, during which Mr. Hicks and automation leader Tim Acres knew exactly when the robot’s staging pallet would need to be reloaded. They took turns going into the shop for 35 to 45 minutes at a time to remove finished parts from the system, check them and reload the pallet with blanks.
This system now enables one operator to run three or four machines at once instead of two.
Mr. Hicks was not looking for automation to replace his current employees, but to make better use of their valuable time. This system now enables one operator to run three or four machines at once instead of one or two, giving the shop its desired increase in capacity without increasing the number of employees. “It’s about using people more efficiently,” he says. And while he says that the employees were uncertain about the automation system at first, “they bought right into it” when they saw how easy it is to use.
Benefits Beyond Increased Capacity
Kilgore has discovered that the LoadAssistant adaptable loading system has led to some benefits for the shop beyond meeting its goal of increased capacity. These include:
- Enabling the shop to be more competitive with its prices. The system’s predictability has enabled Kilgore to quote lower prices for customers. Before implementing the system, the shop built buffer time into its quotes to account for time that employees could not be at the machine. The automation system makes job scheduling more predictable, so such buffer time does not need to be included.
- Improved quality. Mr. Hicks also credits the system with improving the quality of the parts the shop produces. Even with operators running more machines than before, they still have more time to do quality checks.
- More jobs from existing customers. Mr. Hicks adds that Kilgore has seen growth with its existing customers because of the shop’s increased capacity.
- Saved floor space. “We’re pretty tight on square footage,” he says, noting that the dedicated automation cell consumes a significant amount of floor space because of the required fencing around it. However, the LoadAssistant can be set to move slowly enough that it does not require fencing to protect workers. A sensor slows the robot further and eventually stops it if people come too close. (Faster speed is also an option, in which case fencing would be needed, he says.)
According to Mr. Hicks, the three Halter automation systems the shop has purchased so far have been so successful in increasing its capacity that he expects to see the investment pay for itself within a year. He has plans to buy another early this year for use with another of Kilgore’s Okuma single-turret lathes, and he hopes to be able to use the programed cycles of the new system to include stops for deburring, and for reorienting and reloading parts for two-sided machining.
Robots and Autonomy Correspondent

Julia Hider
Julia Hider graduated from Ohio State University in 2014 with a B.A. in journalism, and joined Gardner Business Media as an assistant editor with Modern Machine Shop in 2017. She has served as an editor on several Gardner Business Media brands, including Production Machining and Additive Manufacturing Media. She is currently a senior editor for Modern Machine Shop as covering robotics for all Gardner Business Media brands.








Related Content

In Moldmaking, Mantle Process Addresses Lead Time and Talent Pool
A new process delivered through what looks like a standard machining center promises to streamline machining of injection mold cores and cavities and even answer the declining availability of toolmakers.
Read More
Finding Skilled Labor Through Partnerships and Benefits
To combat the skilled labor shortage, this Top Shops honoree turned to partnerships and unique benefits to attract talented workers.
Read More
Addressing the Manufacturing Labor Shortage Needs to Start Here
Student-run businesses focused on technical training for the trades are taking root across the U.S. Can we — should we — leverage their regional successes into a nationwide platform?
Read More
Solve Worker Shortages With ACE Workforce Development
The America’s Cutting Edge (ACE) program is addressing the current shortage in trained and available workers by offering no-cost online and in-person training opportunities in CNC machining and metrology.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More